整合增材制造的部件的制作方法
- 国知局
- 2024-06-20 14:43:09
本公开总体上涉及使用高产量、低精度增材制造工艺结合高精度、低产量增材制造工艺生产大型部件,以及在两个部件之间形成结构联结部。
背景技术:
1、三维(3-d)打印,也称为增材制造(am),最近为更有效地构建复杂的运输结构(比如汽车、飞机、船只、摩托车、公共汽车、火车等)提供了新的机会。am技术能够用多种材料制造复杂的部件。事实证明,将am工艺应用于生产这些产品的行业可以生产结构上更高效的运输结构。例如,使用3-d打印部件生产的汽车可以更坚固、更轻,因此更省油。此外,am使制造商能够3-d打印出比经由传统机械加工和铸造技术制造的部件更复杂并且配备有更先进的特征和性能的部件。
2、尽管最近取得了这些进展,但在运输结构和其他组件中实际实施am技术仍存在许多障碍。
技术实现思路
1、本公开总体上涉及用于联结增材制造的部件的技术。
2、am中的设计者面临的一个权衡是,通常地,设计用于待3-d打印部件设计的特征或功能越复杂,预期的产量就越低。随着3-d打印部件的尺寸的增加,产量也会减少。这些实际限制通常是某些am工艺所固有的,这些工艺可能依赖于较慢的打印速度来精确渲染复杂的几何结构,并且必须应用更多的整体的层来渲染大型结构。还有其他技术相关因素与确定特定am技术的整体生产价值(包括产量)有关。
3、am可以与传统的制造技术(比如机械加工、铣削、模制、锻造、铸造等)相对照。例如,即使在结构体积大或密度大的情况下,铸造也能以高产量有效地生产结构。然而,铸造和其他传统技术通常无法经济地适用于更复杂结构的高产量生产。这些包括具有复杂内部特征、精确材料性能、严格公差要求和/或其他复杂内部架构属性的结构。使用传统的制造技术来生产这些类型的精密部件可能非常昂贵。例如,机械加工技术可以生产具有复杂特征的非常精密和复杂的几何结构。然而,机械加工本质上并不具有成本效益,并且在通常情况下,对于依赖于这种复杂结构的大批量生产的任何类型的应用来说都是极其昂贵的。此外,由于该工艺固有的物理限制,一些结构无法使用机械加工进行制造。一个示例包括晶格结构,由于其多功能性和重量轻的性质,晶格结构被用于一些现代机械化技术中。因此,必须考虑其他替代方案。
4、此外,将尺寸可能存在微小变化的部件进行联结是已经证明难以克服的领域。例如,传统的制造工艺提供了简单的内部设计,该内部设计被配置成在适当的位置紧密地配合在部件周围并将该部件密封。然而,这种结构的局限性在于,所制造的部件可能稍厚,例如可能太大,从而被浪费。每个被浪费的部件都增加了产品的制造成本,并且由于传统制造设计的不灵活性,可能产生大量的浪费。这种现象增加了制造成本,而制造成本通常会转嫁给消费者。随之而来的消费者成本的提高反过来也是一个问题,因为通常与复杂产品相关联的高价格标签使得大量消费者望而却步。
5、因此,需要将am的优点及其制造具有复杂特征的复杂结构的能力相结合的技术,一方面,具有高产量制造技术的优点,以实现缩短交付周期并提高生产能力,另一方面,从而能够制造具有两者组合优点的结构。
6、根据本公开的一个方面的设备包括第一部件和增材制造的第二部件,该第一部件包括具有第一表面轮廓的第一特征,并且该第二部件包括具有第二表面轮廓的第二特征,其中第二表面轮廓至少部分地根据第一接口的第一表面轮廓生成,使得第一表面轮廓被配置成与第二表面轮廓配合。
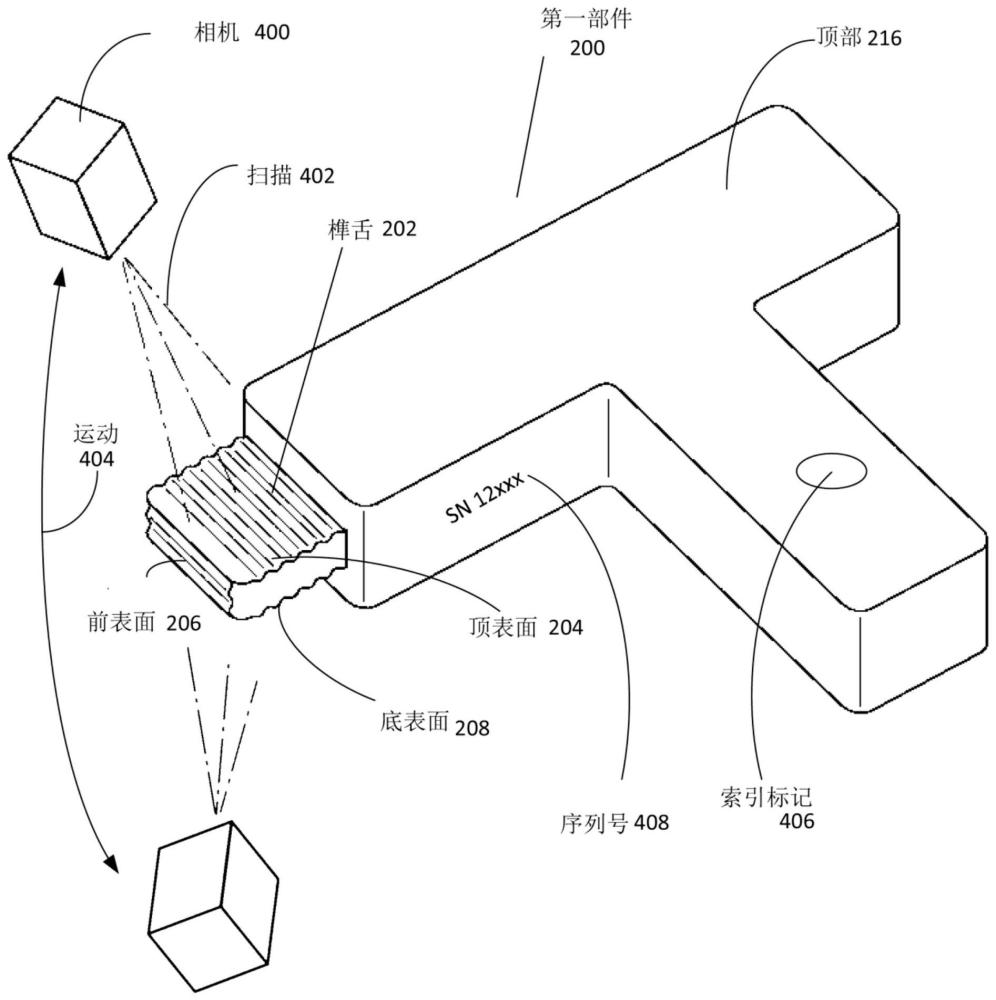
7、这种设备进一步可选地包括具有榫舌结构的第一特征和具有凹槽结构的第二特征,使得榫舌结构被配置成与凹槽结构配合,第一部件使用定向能量沉积进行增材制造,第二部件使用粉末床熔融进行增材制造,第二表面轮廓由三维扫描生成,模型根据第一表面轮廓生成,所述第二表面轮廓根据计算机辅助设计模型生成,第二表面轮廓被增材制造成包括与第一表面轮廓的偏移,偏移被配置成允许在偏移内使用粘合剂,并且可以进一步包括联接在第一表面轮廓和第二表面轮廓之间的粘合剂。
8、根据本公开的一个方面的方法包括制造具有接口的第一部件,生成第一部件的接口的表面轮廓,根据第一部件的接口的表面轮廓生成互补的表面轮廓,并且以比第一部件更高的分辨率增材制造具有第二接口的第二部件,第二接口具有互补的表面轮廓。
9、这种方法进一步可选地包括将第一部件的接口制造成榫舌结构,将第二部件的接口增材制造成凹槽结构;以及将凹槽结构配置成与榫舌结构配合,使用定向能量沉积增材制造第一部件,使用粉末床熔融增材制造第二部件,使用三维扫描生成第一部件的接口的表面轮廓,根据第一部件的接口的表面轮廓生成模型,通过计算机辅助设计模型生成互补的表面轮廓,生成与表面轮廓有偏移的互补的表面轮廓,将偏移配置成接收粘合剂,以及将粘合剂施加到表面轮廓和互补的表面轮廓中的至少一个。
10、可以理解的是,从以下详细描述中,联结部件的其他方面对本领域技术人员来说将变得清楚,其中仅通过图示的方式示出和描述了几个实施例。如本领域技术人员将理解的那样,在不脱离本发明的情况下,增材制造的部件的联结可以通过其他实施例来实现。因此,附图和详细描述本质上被认为是说明性的,而不是限制性的。
技术特征:1.一种设备,其包括:
2.根据权利要求1所述的设备,其中,所述第一特征包括榫舌结构,并且所述第二特征包括凹槽结构,使得所述榫舌结构被配置成与所述凹槽结构配合。
3.根据权利要求1所述的设备,其中,所述第一部件是使用定向能量沉积进行增材制造的。
4.根据权利要求1所述的设备,其中,所述第二部件是使用粉末床熔融进行增材制造的。
5.根据权利要求1所述的设备,其中,所述第二表面轮廓由三维扫描生成。
6.根据权利要求1所述的设备,其中,根据所述第一表面轮廓生成模型。
7.根据权利要求1所述的设备,其中,所述第二表面轮廓由计算机辅助设计模型生成。
8.根据权利要求1所述的设备,其中,所述第二表面轮廓被增材制造成包括与所述第一表面轮廓的偏移。
9.根据权利要求8所述的设备,其中,所述偏移被配置成允许在所述偏移内施加粘合剂。
10.根据权利要求1所述的设备,其进一步包括联接在所述第一表面轮廓和所述第二表面轮廓之间的粘合剂。
11.一种用于增材制造部件的方法,其包括:
12.根据权利要求11所述的方法,其进一步包括:
13.根据权利要求11所述的方法,其进一步包括使用定向能量沉积来增材制造所述第一部件。
14.根据权利要求11所述的方法,其进一步包括使用粉末床熔融来增材制造所述第二部件。
15.根据权利要求11所述的方法,其进一步包括使用三维扫描生成所述第一部件的接口的表面轮廓。
16.根据权利要求11所述的方法,其进一步包括根据所述第一部件的接口的表面轮廓生成模型。
17.根据权利要求11所述的方法,其进一步包括通过计算机辅助设计模型生成所述互补的表面轮廓。
18.根据权利要求11所述的方法,其进一步包括生成与所述表面轮廓有偏移的互补的表面轮廓。
19.根据权利要求18所述的方法,其进一步包括配置所述偏移以接收粘合剂。
20.根据权利要求19所述的方法,其进一步包括将粘合剂施加到所述表面轮廓和所述互补的表面轮廓中的至少一个。
技术总结本发明描述了一种用于联结部件的方法,以及包括待联结部件的设备。根据本公开的一个方面的设备包括第一部件和增材制造的第二部件,该第一部件包括具有第一表面轮廓的第一特征,并且该第二部件包括具有第二表面轮廓的第二特征,其中第二表面轮廓至少部分地根据第一接口的第一表面轮廓生成,使得第一表面轮廓被配置成与第二表面轮廓配合。技术研发人员:安东尼奥·马丁内斯受保护的技术使用者:戴弗根特技术有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10785.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表