耐蚀性和白度优异的镀覆钢板及其制造方法与流程
- 国知局
- 2024-06-20 14:43:07
本发明涉及一种耐蚀性和白度优异的高耐蚀镀覆钢板及其制造方法。
背景技术:
1、当镀锌系钢板暴露在腐蚀环境中时,氧化还原电位低于铁的锌先被腐蚀,从而具有抑制钢材的腐蚀的牺牲防腐蚀的特性。另外,镀层中的锌被氧化而在钢材表面上形成致密的腐蚀产物,阻断钢材与氧化气氛的接触,从而提高钢材的耐腐蚀性。得益于这些有利的特性,最近镀锌系钢板的应用范围扩大到建筑材料、家用电器和汽车用钢板。
2、但是,由于工业升级导致大气污染增加,腐蚀环境逐渐恶化,并且由于对资源和能源节约的严格管制,对开发一种与现有的镀锌钢材相比具有更优异的耐蚀性的钢材的需求日益增加。
3、为了改善这种问题,正在对制造锌合金系镀覆钢板的技术进行各种研究,该技术通过在锌镀浴中添加铝(al)和镁(mg)等元素来提高钢材的耐蚀性。代表性的实例有在zn-al镀覆组成体系中进一步添加mg的zn-mg-al系锌合金镀覆钢板。
4、但是,在zn-mg-al系锌合金镀覆钢板的情况下,经加工后使用的情况居多,由于镀层内包含大量具有高硬度的金属间化合物,存在弯曲加工性差的缺点,例如弯曲加工时引起镀层内的裂纹等。此外,通常,zn-mg-al系锌合金镀覆钢板的白度降低,因此在应用于外装用高级建筑材料的方面在技术上存在局限性。
5、因此,迄今为止,还未开发出一种可以满足耐蚀性、弯曲性和/或白度均优异的高级需求的水平的技术。
6、(专利文献1)韩国公开公报第2010-0073819号
技术实现思路
1、要解决的技术问题
2、根据本发明的一个方面,目的在于提供一种耐蚀性和白度优异的镀覆钢板及其制造方法。
3、另外,根据本发明的另一个方面,目的在于提供一种耐蚀性、白度以及弯曲性均优异的镀覆钢板及其制造方法。
4、本发明的技术问题不限于上述内容。本领域技术人员可以从本发明的说明书的全部内容容易地理解本发明的附加的技术问题。
5、技术方案
6、本发明的一个方面提供一种镀覆钢板,其包括:基础钢板;以及zn-mg-al系镀层,所述zn-mg-al系镀层设置在所述基础钢板的至少一面上;其中,以重量%计,所述镀层包含:mg:4.0-6.3%、al:11.0-19.5%、余量的zn以及其他不可避免的杂质,所述镀覆钢板满足下述关系式1。
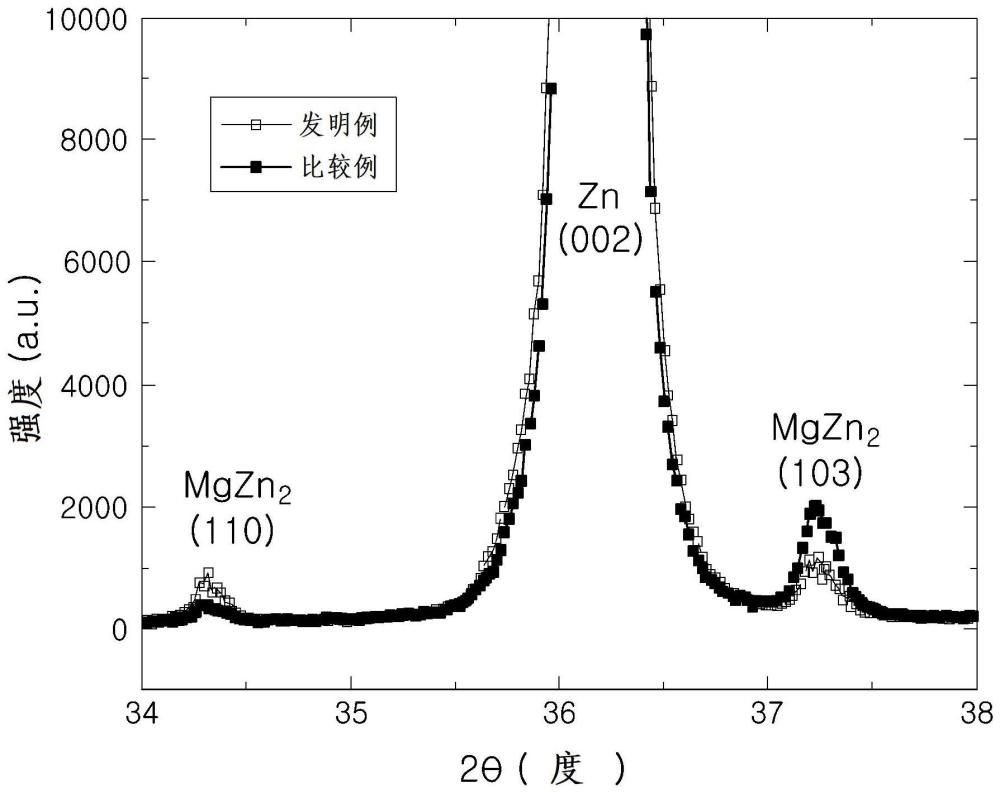
7、[关系式1]
8、0.26≤i(110)/i(103)≤0.65
9、(在所述关系式1中,所述i(110)表示mgzn2相的(110)面晶体峰的x射线衍射积分强度,所述i(103)表示mgzn2相的(103)面晶体的x射线衍射积分强度。)
10、另外,本发明的另一个方面提供一种制造镀覆钢板的方法,其包括以下步骤:
11、将基础钢板以tb+10℃至tb+40℃(tb:镀浴温度)的引入温度浸入镀浴中并进行热浸镀锌,以重量%计,所述镀浴包含:mg:4.0-6.3%、al:11.0-19.5%、余量的zn以及其他不可避免的杂质;
12、向经所述热浸镀锌的钢板供应加热至25-100℃的氮气以进行空气擦拭;
13、将经所述空气擦拭的钢板以1.0-3.0℃/秒的平均冷却速度进行一次冷却,冷却至420℃;以及
14、将经所述一次冷却的钢板在低于420℃且300℃以上的温度范围内以3.5-5.0℃/秒的平均冷却速度进行二次冷却,
15、并且所述制造镀覆钢板的方法满足下述关系式2。
16、[关系式2]
17、0.005≤p空气(air)/(w空气×t)
18、(在所述关系式2中,所述w空气表示气刀的间距,单位为mm。所述p空气表示气刀的压力,单位为kpa。所述t表示供应的氮气的温度,单位为℃。)
19、发明效果
20、根据本发明的一个方面,可以提供一种耐蚀性和白度优异的镀覆钢板及其制造方法。
21、另外,根据本发明的另一个方面,可以提供一种耐蚀性、白度以及弯曲性均优异的镀覆钢板及其制造方法。
22、本发明的各种有益的优点和效果不限于上述内容,并且在说明本发明的具体实施方案的过程中可以更容易地理解所述优点和效果。
技术特征:1.一种镀覆钢板,其包括:
2.根据权利要求1所述的镀覆钢板,其中,所述镀覆钢板进一步包括设置在所述基础钢板和所述zn-mg-al系镀层之间的fe-al系抑制层。
3.根据权利要求2所述的镀覆钢板,其中,所述fe-al系抑制层的平均厚度为0.1-1μm。
4.根据权利要求1所述的镀覆钢板,其中,所述i(110)的值满足120至200的范围。
5.根据权利要求1所述的镀覆钢板,其中,所述i(103)的值满足240至300的范围。
6.根据权利要求1所述的镀覆钢板,其中,所述镀覆钢板的表面粗糙度满足1.0-1.7μm的ra和10-30(/10mm)的rpc的范围。
7.一种制造镀覆钢板的方法,其包括以下步骤:
8.根据权利要求7所述的制造镀覆钢板的方法,其中,所述方法满足下述关系式3,
9.根据权利要求7所述的制造镀覆钢板的方法,其中,将通过所述二次冷却获得的镀覆钢板的表面粗糙度控制为1.0-1.7μm的ra和10-30(/10mm)的rpc的范围。
技术总结本发明提供一种耐蚀性和白度优异的Zn‑Mg‑Al系镀覆钢板及其制造方法。技术研发人员:金泰徹,金成周,金明守,柳凤桓,赵容均,孙一领受保护的技术使用者:浦项股份有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10783.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表