一种压缩机管件压铸镶件排气结构的制作方法
- 国知局
- 2024-06-20 14:43:25
本技术涉及压缩机管件压铸,具体涉及一种压缩机管件压铸镶件排气结构。
背景技术:
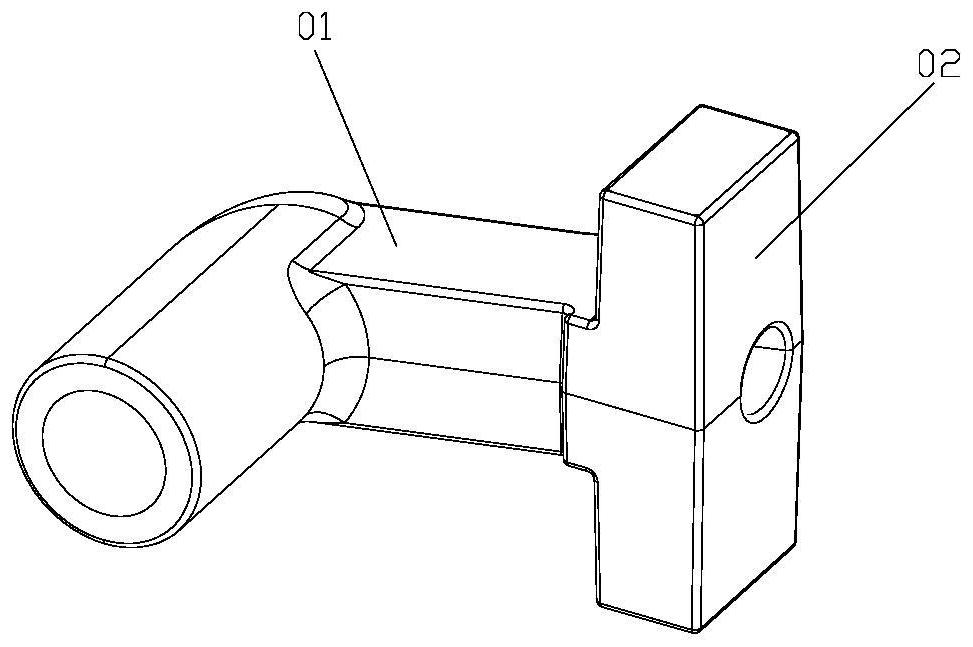
1、在压缩机管件压铸项目开发过程中,管件的内部结构x-ray探伤必须符合e155中的二级要求,同时加工面不允许有气孔。产品实际在开发过程中,如图1所示,管件01尾部02区域肉厚过厚(8.5mm),试制过程中x-ray探伤有较多缩气孔分布,加工面也有较多的小气孔,无法满足质量标准。
技术实现思路
1、本实用新型的目的在于克服现有技术的不足,提供一种压缩机管件压铸镶件排气结构,能够使得管件尾部气缩孔不良得到改善,达到质量标准要求。
2、为实现上述目的,本实用新型采用以下技术方案:
3、一种压缩机管件压铸镶件排气结构,包括压铸模具,所述压铸模具内部在管件尾部型腔的上端和下端分别连接有排气腔,两个排气腔内部分别设有排气镶件,排气镶件与对应排气腔内壁之间形成排气间隙,排气间隙通过压铸模具内部形成的排气管道连接至抽气装置。
4、进一步的,所述排气间隙的宽度为0.035~0.045mm。
5、进一步的,所述排气镶件上设有用于定位在排气腔内的定位凸起。
6、本实用新型在管件的尾部型腔上增加排气镶件及抽气装置,使充填过程的卷气气体通过排气镶件及抽气装置顺利排出,减少管件尾部含气量,管件尾部气缩孔孔不良得到改善,达到质量标准要求。
技术特征:1.一种压缩机管件压铸镶件排气结构,包括压铸模具,其特征在于:所述压铸模具内部在管件尾部型腔的上端和下端分别连接有排气腔,两个排气腔内部分别设有排气镶件,排气镶件与对应排气腔内壁之间形成排气间隙,排气间隙通过压铸模具内部形成的排气管道连接至抽气装置。
2.根据权利要求1所述的一种压缩机管件压铸镶件排气结构,其特征在于:所述排气间隙的宽度为0.035~0.045mm。
3.根据权利要求1所述的一种压缩机管件压铸镶件排气结构,其特征在于:所述排气镶件上设有用于定位在排气腔内的定位凸起。
技术总结本技术涉及一种压缩机管件压铸镶件排气结构,其包括压铸模具,所述压铸模具内部在管件尾部型腔的上端和下端分别连接有排气腔,两个排气腔内部分别设有排气镶件,排气镶件与对应排气腔内壁之间形成排气间隙,排气间隙通过压铸模具内部形成的排气管道连接至抽气装置。本技术在管件的尾部型腔上增加排气镶件及抽气装置,使充填过程的卷气气体通过排气镶件及抽气装置顺利排出,减少管件尾部含气量,管件尾部气缩孔孔不良得到改善,达到质量标准要求。技术研发人员:陈美盛受保护的技术使用者:福建华威钜全精工科技有限公司技术研发日:20230920技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10794.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。