一种适用激光粉末床熔融成型的1.8GPa级时效强化耐蚀不锈钢
- 国知局
- 2024-06-20 14:48:20
本发明涉及增材制造制备不锈钢,尤其涉及一种1.8gpa级蚀不锈钢及其激光粉末床熔融成型方法。
背景技术:
1、根据钢屈服强度的大小可以将钢分为高强钢和超高强钢,通常把室温下屈服强度大于460mpa的钢称为高强度钢,把屈服强度大于1380mpa或抗拉强度大于1470mpa的钢称为超高强度钢。由于时效强化耐蚀不锈钢的超高强度、优异的韧性和抗腐蚀性能,它们在要求极高性能的应用领域,如航空航天、军事、高端机械制造等领域非常受欢迎,例如飞机结构和发动机部件(aermet 100)、飞机起落架(300m钢)、航空航天零部件(ferrium s53、d6ac)、装甲车辆(cr-ni-mo系低合金中碳钢)等。因此时效强化耐蚀不锈钢越来越受到研究者的关注。
2、激光粉末床熔融技术是一种金属增材制造技术,已广泛应用于金属及其复合材料。这项技术的优势在于能够完全熔化材料、快速冷却并且热影响区小,非常适合制造结构复杂的零件。通过激光粉末床熔融成型得到的零件具有高致密度和优异的机械性能,同时节省时间。
3、金属材料的强化机制表明,激光粉末床熔融是一个快速冷却过程,冷却速率大约在103-106k/s,可以细化晶粒并产生大量位错,从而提高材料的力学性能。相比之下,传统的制备方法如粉末冶金法和熔炼铸造法,往往会导致晶粒粗大和孔隙率高,从而降低材料的强度。此外,通过对打印件的后处理,如第二相强化、相变强化、形变强化等,可以进一步提升材料的力学性能。因此,激光粉末床熔融技术被认为是时效强化耐蚀不锈钢研发的一个有前景的方向。
技术实现思路
1、鉴于上述分析,本发明旨在提供一种适用于激光粉末床熔融成型的1.8gpa级时效强化耐蚀不锈钢及其制备方法,从而满足发动机壳体、飞机起落架、防弹等领域的安全使用要求。
2、本发明的目的主要是通过以下技术方案实现的:
3、本发明一方面提供一种适用于激光粉末床熔融成型的1.8gpa级时效强化耐蚀不锈钢粉末,以质量百分比计,由如下组分组成:c:0.03~0.07%,cr:15.5~17.5%,ni:3.0~5.0%,cu:2.5~4.5%,mo:0.6~1.2%,ti:0.6~1.2%,al:0.4~0.8%,fe:余量。
4、本发明的另一方面提供基于上述不锈钢粉末的时效强化耐蚀不锈钢及其制备方法,包括以下步骤:
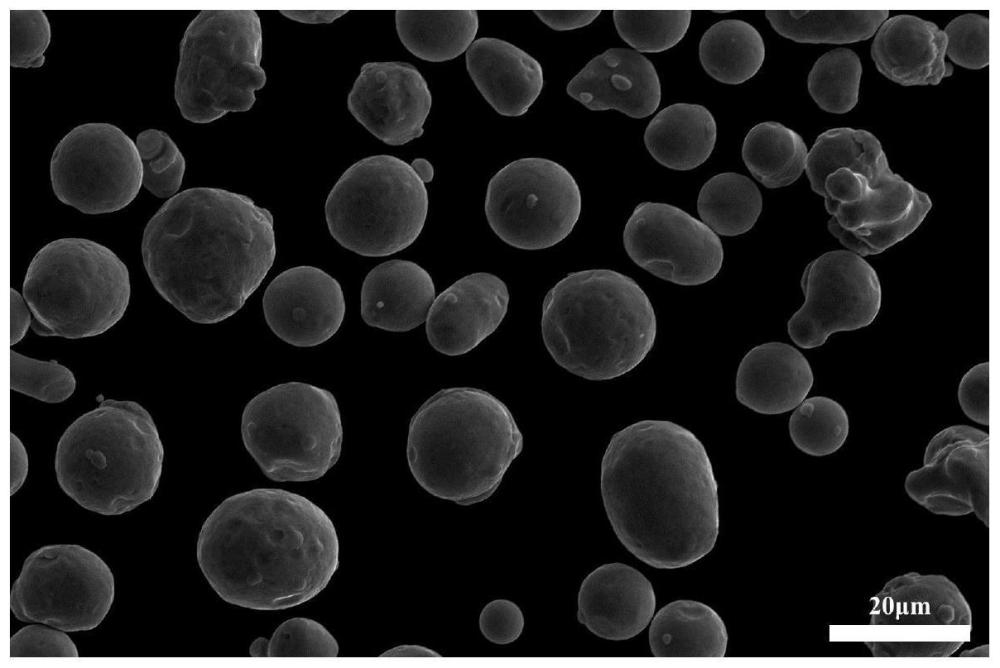
5、(1)按照所述的1.8gpa级时效强化耐蚀不锈钢粉末成分配比,依次通过真空熔炼、气雾化、筛粉制取粒径为9~25μm的不锈钢粉末;
6、(2)基于步骤(1)制备的不锈钢粉末,通过激光粉末床熔融成型制备不锈钢块体;
7、(3)对所述不锈钢块体进行热处理,获得cu沉淀强化相以提高时效强化耐蚀不锈钢块体的强度。
8、较佳的,步骤(2)中,激光粉末床熔融成型参数包括:激光功率为180~240w,扫描速度为800~1400mm/s,扫描间距为0.07mm,层厚为0.03mm,扫描策略为每层旋转67°,打印过程采用ar气保护。
9、较佳的,步骤(3)中,对所述的不锈钢块体于1000~1150℃进行固溶处理1h后再在400~550℃进行时效处理2h。
10、较佳的,步骤(3)中,制备的1.8gpa级时效强化耐蚀不锈钢的抗拉强度不低于1.8gpa,断后伸长率不低于15%,48h中性盐雾试验失重不超过63±8g/m2。
11、与现有技术相比,本发明的有益效果在于:本发明所设计的时效强化耐蚀不锈钢适用于激光粉末床熔融成型,打印过程无球化现象、裂纹等缺陷。同时,本发明所制备的时效强化耐蚀不锈钢具有优异的力学性能和耐腐蚀性能,室温拉伸结果显示其抗拉强度不低于1.8gpa,断后伸长率不低于15%,48h中性盐雾试验失重63±8g/m2。
技术特征:1.一种适用于激光粉末床熔融成型的1.8gpa级时效强化耐蚀不锈钢粉末,其特征在于,以质量百分比计,由如下组分组成:c:0.03~0.07%,cr:15.5~17.5%,ni:3.0~5.0%,cu:2.5~4.5%,mo:0.6~1.2%,ti:0.6~1.2%,al:0.4~0.8%,fe:余量。
2.如权利要求1所述的不锈钢粉末,其特征在于,依次通过真空熔炼、气雾化、筛粉得到一定粒径的不锈钢粉末。
3.如权利要求2所述的不锈钢粉末,其特征在于,粒径为9~25μm。
4.一种1.8gpa级时效强化耐蚀不锈钢,其特征在于,由如下步骤制备:
5.如权利要求4所述的1.8gpa级时效强化耐蚀不锈钢,其特征在于,步骤(1)中,激光粉末床熔融成型参数包括:激光功率为180~240w,扫描速度为800~1400mm/s,扫描间距为0.07mm,层厚为0.03mm,扫描策略为每层旋转67°,打印过程采用ar气保护。
6.如权利要求4所述的1.8gpa级时效强化耐蚀不锈钢,其特征在于,步骤(2)中,对所述的不锈钢块体于1000~1150℃进行固溶处理1h后再在400~550℃进行时效处理2h。
7.如权利要求4所述的1.8gpa级时效强化耐蚀不锈钢,其特征在于,制备的1.8gpa级时效强化耐蚀不锈钢的抗拉强度不低于1.8gpa,断后伸长率不低于15%,48h中性盐雾试验失重不超过63±8g/m2。
8.一种1.8gpa级时效强化耐蚀不锈钢的制备方法,其特征在于,包括如下步骤:
9.如权利要求8所述的方法,其特征在于,步骤(1)中,激光粉末床熔融成型参数包括:激光功率为180~240w,扫描速度为800~1400mm/s,扫描间距为0.07mm,层厚为0.03mm,扫描策略为每层旋转67°,打印过程采用ar气保护。
10.如权利要求8所述的方法,其特征在于,步骤(2)中,对所述的不锈钢块体于1000~1150℃进行固溶处理1h后再在400~550℃进行时效处理2h。
技术总结本发明公开了一种适用于激光粉末床熔融成型的1.8GPa级时效强化耐蚀不锈钢,以质量百分比计,由如下组分组成:C:0.03~0.07%,Cr:15.5~17.5%,Ni:3.0~5.0%,Cu:2.5~4.5%,Mo:0.6~1.2%,Ti:0.6~1.2%,Al:0.4~0.8%,Fe:余量;首先通过激光粉末床熔融技术制备出样品,然后对成型的样品进行热处理提高材料的综合力学性能,从而获得时效强化耐蚀不锈钢。本发明所制备的时效强化耐蚀不锈钢具有优异的成型性、力学性能及耐腐蚀性能:热处理后其抗拉强度高达1.8GPa,断后伸长率达到15%,48h中性盐雾试验后失重63±8g/m<supgt;2</supgt;。技术研发人员:孔见,陈越伦,彭勇,王克鸿受保护的技术使用者:南京理工大学技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/10980.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种织物平磨仪的制作方法
下一篇
返回列表