一种薄规格高强耐磨钢淬火方法与流程
- 国知局
- 2024-06-20 15:02:26
本申请属于钢板淬火领域,特别是涉及一种薄规格高强耐磨淬火方法。
背景技术:
1、传统淬火的过程包括加热、保温和冷却三个阶段。加热是将金属加热到临界温度以上,使其全部或部分奥氏体化;保温是在加热后保持一定时间,以促进奥氏体化的进行;冷却则是将金属迅速冷却,使其发生马氏体或贝氏体转变,从而获得所需的机械性能。淬火的目的主要包括两个方面:提高金属的硬度和强度等机械性能,以满足不同的使用要求。通过淬火,金属内部的组织结构发生变化,使其硬度、耐磨性、疲劳强度等性能得到大幅提高。改善某些特殊钢的材料性能或化学性能。例如,提高不锈钢的耐蚀性,增加磁钢的永磁性等。此外,淬火还可以减少金属内部的残余内应力,提高其稳定性和使用寿命。在工业生产中,淬火工艺对于提高产品质量和延长使用寿命具有重要作用。
2、由于薄规格的高强耐磨钢淬火后的版型较差,在传统的淬火工艺后基本都需要进行多次矫直,然而矫直后还未必能达到交付标准,导致产品报废率高,生产效率低,增加了生产成本。
技术实现思路
1、本申请的目的在于提供一种薄规格高强耐磨钢淬火方法,能够提高生产效率,减少生产成本以及产品报废率。
2、第一方面,本申请实施例提供了一种薄规格高强耐磨钢淬火方法,该方法包括:
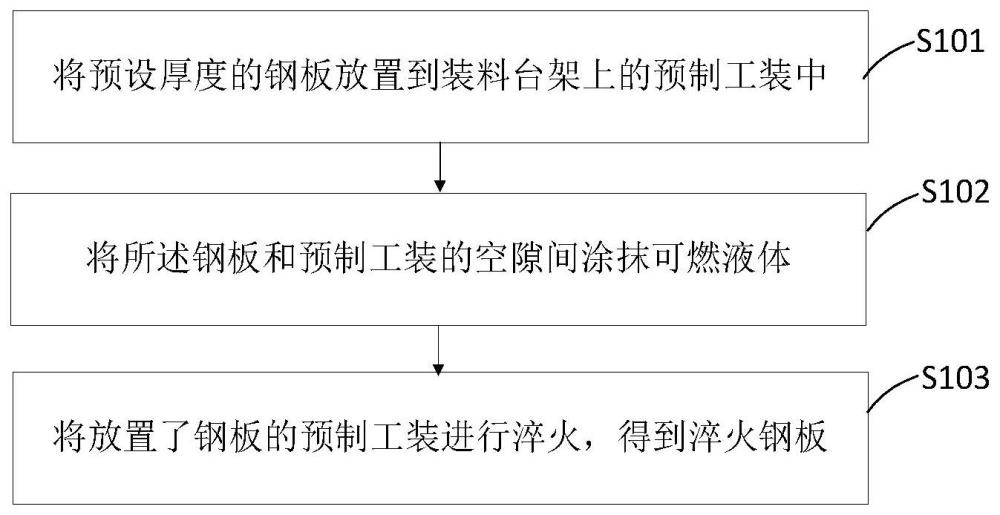
3、将预设厚度的钢板放置到装料台架上的预制工装中;
4、将所述钢板和预制工装的空隙间涂抹可燃液体;
5、将放置了钢板的预制工装进行淬火,得到淬火钢板。
6、在本申请可实现的实施例中,所述方法还包括:制作预制工装。
7、在本申请可实现的实施例中,所述制作预制工装的步骤包括:
8、在上盖板两侧焊接两条一样的钢条;
9、将所述上盖板与所述下盖板进行组装,得到预制工装。
10、在本申请可实现的实施例中,所述下盖板的尺寸与所述淬火钢板相同,所述上盖板的长与所述淬火钢板相同,宽和厚度均大于淬火钢板的宽和厚度。
11、在本申请可实现的实施例中,所述上、下盖板的不平度小于2.0mm/m且所述上、下盖使用的钢种与所述淬火钢板相同。
12、在本申请可实现的实施例中,所述将预设厚度的钢板放置到装料台架上的预制工装中的步骤包括:
13、将所述下盖板吊放至装料台架上;
14、将所述钢板吊放至下盖板上,利用夹送辊使钢板与下盖板在宽度方向上对齐;
15、将所述上盖板吊放至钢板上,利用齐头挡板使上盖板、钢板、下盖板在长度方向上对齐。
16、在本申请可实现的实施例中,所述方法还包括:将放置了钢板的预制工装进行淬火之前进行正火工艺。
17、在本申请可实现的实施例中,所述正火工艺包括:亚温淬火和常温淬火;
18、其中,所述亚温淬火的温度范围为:770℃~830℃;
19、所述常温淬火温度范围为870℃~950℃。
20、在本申请可实现的实施例中,亚温淬火的加热时间为上盖板、钢板以及下盖板厚度之和的预设倍数;
21、所述预设倍数范围为:3.8~4.5。
22、在本申请可实现的实施例中,所述方法还包括:
23、进行淬火工艺之后,将淬火钢板直接进行回火工艺;
24、将所述预制工装吊回原位。
25、本申请实施例与现有技术相比存在的有益效果是:
26、本申请通过将薄规格的钢板放入预制工装内直接进行淬火,保障钢板版型不会变形,不需要进行回火后的多次矫直,提高了薄规格钢板的淬火效率,降低了产品的报废率以及生产成本,提高了客户的满意度。
技术特征:1.一种薄规格高强耐磨钢淬火方法,其特征在于,包括:
2.根据权利要求1所述的方法,其特征在于,所述方法还包括:制作预制工装。
3.根据权利要求2所述的方法,其特征在于,所述制作预制工装的步骤包括:
4.根据权利要求3所述的方法,其特征在于,所述下盖板的尺寸与所述钢板相同,所述上盖板的长与所述钢板相同,宽和厚度均大于钢板的宽和厚度。
5.根据权利要求3所述的方法,其特征在于,所述上、下盖板的不平度小于2.0mm/m且所述上、下盖使用的钢种与所述钢板相同。
6.根据权利要求1所述的方法,其特征在于,所述将预设厚度的钢板放置到装料台架上的预制工装中的步骤包括:
7.根据权利要求1所述的方法,其特征在于,所述方法还包括:将放置了钢板的预制工装进行淬火之前进行正火工艺。
8.根据权利要求7所述的方法,其特征在于,所述正火工艺包括:亚温淬火和常温淬火;
9.根据权利要求1-8任一项所述的方法,其特征在于,亚温淬火的加热时间为上盖板、钢板以及下盖板厚度之和的预设倍数;
10.根据权利要求1所述的方法,其特征在于,所述方法还包括:
技术总结本申请属于钢板淬火领域,公开了一种薄规格高强耐磨钢淬火方法,包括:将预设厚度的钢板放置到装料台架上的预制工装中,将所述钢板和预制工装的空隙间涂抹可燃液体,将放置了钢板的预制工装进行淬火,得到淬火钢板。本申请通过将薄规格的钢板放入预制工装内直接进行淬火,保障钢板板型不会变形,不需要进行回火后的多次矫直,提高了薄规格钢板的淬火效率,降低了产品的报废率以及生产成本,提高了客户的满意度。技术研发人员:柯雪利,袁青峰,王文凯,柯辉,黎建东,冯德春,丛春来,韦泽辉受保护的技术使用者:广西广盛新材料科技有限公司技术研发日:技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11410.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表