一种三维仿形治具的制作方法
- 国知局
- 2024-06-20 15:05:38
本申请涉及三维仿形治具,尤其涉及一种三维仿形治具。
背景技术:
1、目前市场所需三维(3-dimensional,3d)玻璃产品一般3d面型与侧面近似垂直,对于外轮廓精度高的产品,数控铣床(computerized numerical control,cnc)研磨后直接热弯成型存在较大误差,这个时候就需要将热弯后产品进行二次cnc,以保证产品轮廓外形精度。
2、但也有些3d面型与侧面不垂直的产品,这个时候就需要将热弯后产品进行二次cnc,以保证产品轮廓外形精度。
3、而现有技术中,例如专利号为cn202320153702.8的《一种用于玻璃加工的定位工装》专利,只能对热弯后3d玻璃的起到定位作用,而无法保证外形轮廓尺寸精度。
4、基于此,如何设计一种既能够对热弯后3d玻璃的起到定位作用,且能保证外形轮廓尺寸精度的三维仿形治具,是本领域人员亟待解决的问题。
技术实现思路
1、本申请所要解决的一个技术问题是:现有的三维仿形治具无法保证外形轮廓尺寸精度。
2、为解决上述技术问题,本申请实施例提供一种三维仿形治具,包括:
3、底座;
4、所述底座顶部设置有至少一个螺丝孔;
5、设置在所述底座顶部的真空槽;
6、设置在所述底座顶部的真空孔,其中,所述真空孔位于所述底座中心区域,所述真空孔与所述真空槽互通;以及
7、与所述底座固定连接的定位靠块。
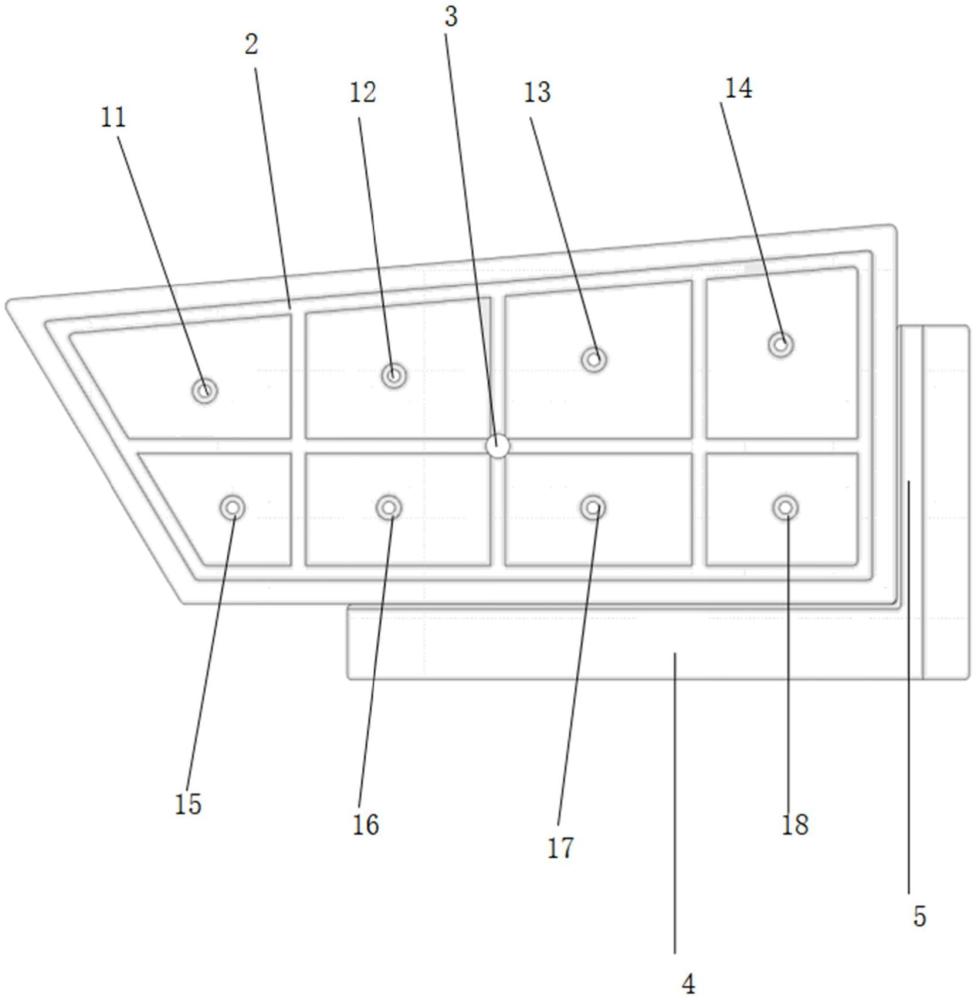
8、在一些实施例中,所述底座顶部设置有第一螺丝孔、第二螺丝孔、第三螺丝孔、第四螺丝孔、第五螺丝孔、第六螺丝孔、第七螺丝孔以及第八螺丝孔,其中,所述第一螺丝孔、所述第二螺丝孔、所述第三螺丝孔以及所述第四螺丝孔均匀分布在所述底座顶部的第一排,所述第五螺丝孔、所述第六螺丝孔、所述第七螺丝孔以及所述第八螺丝孔均匀分布在所述底座顶部的第二排,所述第一螺丝孔与所述第五螺丝孔均匀分布在所述底座顶部的第一列,所述第二螺丝孔与所述第六螺丝孔均匀分布在所述底座顶部的第二列,所述第三螺丝孔与所述第七螺丝孔均匀分布在所述底座顶部的第三列,所述第四螺丝孔与所述第八螺丝孔均匀分布在所述底座顶部的第四列。
9、在一些实施例中,所述底座侧边还设置有磨头装置。
10、在一些实施例中,所述磨头装置包括:
11、与所述底座可拆卸连接的磨头连接装置;
12、与所述磨头连接装置固定连接的磨头棒;以及
13、所述磨头棒与所述磨头连接装置之间设置最少一个磨头槽。
14、在一些实施例中,所述磨头棒与所述磨头连接装置之间依次设置有第一磨头槽以及第二磨头槽。
15、在一些实施例中,所述第一磨头槽以及所述第二磨头槽均为镀砂磨头槽。
16、在一些实施例中,所述底座高度高于所述定位靠块高度。
17、在一些实施例中,所述底座与所述定位靠块之间还设置有靠块台阶。
18、在一些实施例中,所述底座顶部还设置有三维玻璃产品。
19、在一些实施例中,所述真空孔为圆形真空孔。
20、通过上述技术方案,本申请提供的三维仿形治具,包括:底座;所述底座顶部设置有至少一个螺丝孔;设置在所述底座顶部的真空槽;设置在所述底座顶部的真空孔,其中,所述真空孔位于所述底座中心区域,所述真空孔与所述真空槽互通;以及与所述底座固定连接的定位靠块。本实用新型的方案既能够对热弯后3d玻璃的起到定位作用,且能保证外形轮廓尺寸精度。
技术特征:1.一种三维仿形治具,其特征在于,包括:
2.根据权利要求1所述的三维仿形治具,其特征在于,所述底座(6)顶部设置有第一螺丝孔(11)、第二螺丝孔(12)、第三螺丝孔(13)、第四螺丝孔(14)、第五螺丝孔(15)、第六螺丝孔(16)、第七螺丝孔(17)以及第八螺丝孔(18),其中,所述第一螺丝孔(11)、所述第二螺丝孔(12)、所述第三螺丝孔(13)以及所述第四螺丝孔(14)均匀分布在所述底座(6)顶部的第一排,所述第五螺丝孔(15)、所述第六螺丝孔(16)、所述第七螺丝孔(17)以及所述第八螺丝孔(18)均匀分布在所述底座(6)顶部的第二排,所述第一螺丝孔(11)与所述第五螺丝孔(15)均匀分布在所述底座(6)顶部的第一列,所述第二螺丝孔(12)与所述第六螺丝孔(16)均匀分布在所述底座(6)顶部的第二列,所述第三螺丝孔(13)与所述第七螺丝孔(17)均匀分布在所述底座(6)顶部的第三列,所述第四螺丝孔(14)与所述第八螺丝孔(18)均匀分布在所述底座(6)顶部的第四列。
3.根据权利要求1所述的三维仿形治具,其特征在于,所述底座(6)侧边还设置有磨头装置(8)。
4.根据权利要求3所述的三维仿形治具,其特征在于,所述磨头装置(8)包括:
5.根据权利要求4所述的三维仿形治具,其特征在于,所述磨头棒(81)与所述磨头连接装置(84)之间依次设置有第一磨头槽(82)以及第二磨头槽(83)。
6.根据权利要求5所述的三维仿形治具,其特征在于,所述第一磨头槽(82)以及所述第二磨头槽(83)均为镀砂磨头槽。
7.根据权利要求1所述的三维仿形治具,其特征在于,所述底座(6)高度高于所述定位靠块(4)高度。
8.根据权利要求1所述的三维仿形治具,其特征在于,所述底座(6)与所述定位靠块(4)之间还设置有靠块台阶(5)。
9.根据权利要求1所述的三维仿形治具,其特征在于,所述底座(6)顶部还设置有三维玻璃产品(7)。
10.根据权利要求1所述的三维仿形治具,其特征在于,所述真空孔(3)为圆形真空孔。
技术总结本申请提供一种三维仿形治具,包括:底座;所述底座顶部设置有至少一个螺丝孔;设置在所述底座顶部的真空槽;设置在所述底座顶部的真空孔,其中,所述真空孔位于所述底座中心区域,所述真空孔与所述真空槽互通;以及与所述底座固定连接的定位靠块。本技术的方案既能够对热弯后3D玻璃的起到定位作用,且能保证外形轮廓尺寸精度。技术研发人员:李青,李赫然,杨庆民,展贵鑫受保护的技术使用者:河南曲显光电科技有限公司技术研发日:20231009技术公布日:2024/6/11本文地址:https://www.jishuxx.com/zhuanli/20240619/11520.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表