一种环形焊缝全方位打磨装置的制作方法
- 国知局
- 2024-06-20 15:34:57
本技术涉及焊缝打磨设备的领域,尤其是涉及一种环形焊缝全方位打磨装置。
背景技术:
1、随着现代工业的发展,焊接作为一种重要的连接技术,在各个领域得到了广泛应用。然而,焊接过程中往往会产生各种缺陷,影响焊缝的质量和性能。为了解决这个问题,人们开始研究和发展焊缝打磨技术,以提高焊缝的质量和可靠性。
2、其中,采用焊接技术对多个环形零件的端头固定或周面固定时,如环状或环状的端部焊接中,便会形成与环形零件同轴设置的环形焊缝。
3、为了提高焊缝的质量和性能也需要进行环形焊缝打磨。消除焊接过程中产生的缺陷,如焊瘤、飞溅、咬边等,从而提高焊缝的平整度和光滑度。这有助于减少应力集中和提高焊缝的疲劳强度,延长焊缝的使用寿命。
4、但针对环形焊缝的打磨相对于普通焊缝的打磨,由于具有空间性,便使得传统的打磨设备难以使用,因此亟需提供一种环形焊缝的打磨方案。
技术实现思路
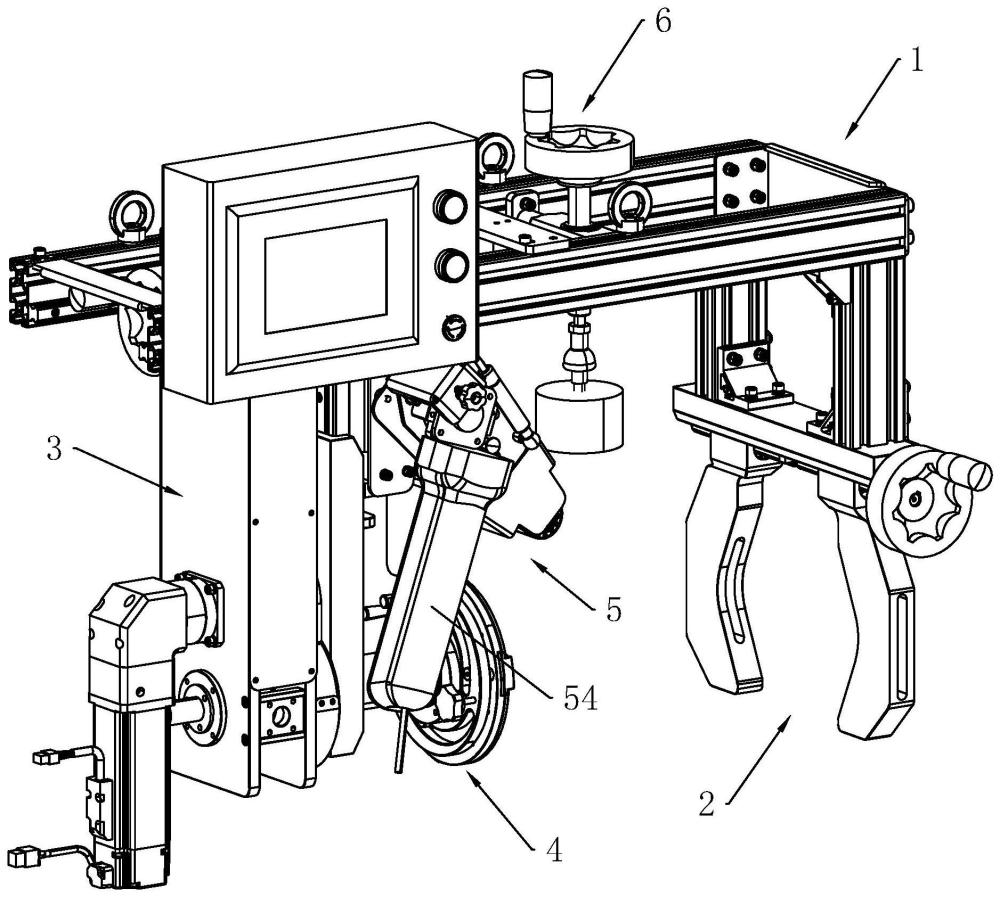
1、为了能够实现环形焊缝的全方位打磨,本技术提供一种环形焊缝全方位打磨装置。
2、本技术提供的一种环缝焊接全方位打磨装置采用如下的技术方案:
3、一种环缝焊接全方位打磨装置,包括:
4、基座;
5、夹持装置,设置于基座的一端,用于夹持环形零件周面;
6、活动座,沿基座的长度方向活动设置于基座;
7、滑轴,沿基座的长度方向可活动的设置于活动座,所述滑轴与所述夹持装置相对的一端设置有卡盘,用于对环形零件的一端定位;
8、回转臂,以滑轴为转动中心回转的设置于活动座;
9、打磨头,固定于回转臂,随所述回转臂转动,所述打磨头能够对环形零件周面的环形焊缝打磨。
10、通过采用上述技术方案,作业时,将环形零件通过夹持装置夹持周面,然后再调节滑轴,通过卡盘对环形零件的一端定位,实现环形零件的承接,然后,即可通过回转壁转动,带动打磨头围绕支撑轴转动,开始对环形零件周壁的焊缝进行打磨,且同时,由于活动座的可调节性,可以在回转臂带动打磨头对环形零件打磨时,推动活动座沿环形零件的轴线方向运动,即可实现打磨头打磨回转打磨的过程中同时沿环形零件的轴向运动,避免仅对一点的打磨,保证环形焊缝打磨的充分,完成环形焊缝的全方位打磨。
11、可选的,还包括:
12、承载座,固定于基座;
13、调距螺杆,沿基座的长度方向设置,所述调距螺杆螺纹连接于承载座;
14、连接轴,同轴固定于调距螺杆一端,可转动的设置于活动座。
15、通过采用上述技术方案,作业时,转动连接轴,即可带动调距螺杆转动,从而带动活动座沿基座的长度方滑移,以带动打磨头进行轴向运动,实现环形焊缝的全面打磨。
16、可选的,还包括:
17、支撑套,固定于活动座,所述滑轴同轴滑移于支撑套内;
18、回转轮,同轴转动的套接于支撑套,所述回转臂一端固定于回转轮;
19、驱动轮,转动设置于活动座,与所述回转轮配合,用于带动回转轮同步转动;
20、主驱动件,固定于活动座,用于驱动所述驱动轮转动。
21、通过采用上述技术方案,作业时,主驱动件带动驱动轮转动,即可带动回转轮转动,从而带动回转臂围绕滑轴转动,以带动打磨头对环形零件的环形环缝打磨
22、可选的,还包括:
23、第一传动轮,同轴设置于回转轮一侧,受所述主驱动件驱动与所述驱动轮同步转动;
24、回转套,转动设置于活动座,所述连接轴同轴固定于回转套;
25、第二传动轮,同轴固定于回转套,
26、同步传动件,设置于第一传动轮与第二传动轮之间,保持第一传动轮与第二传动轮同步转动。
27、通过采用上述技术方案,主驱动件带动驱动轮转动以使打磨头围绕环形零件的环形焊缝进行周向转动打磨时,第一传动轮同样受主驱动件的带动而转动,然后通过同步传动件带动第二传动轮转动,即可通过回转套带动连接轴以及调距螺杆转动,进而带动活动座沿基座的长度方向运动,以带动回转臂同步沿环形零件的轴向运动,完成环形零件的环形焊缝的全方位打磨。
28、可选的,所述回转臂包括:
29、滑轨,一端以滑轴为转动中心回转的设置于活动座;
30、滑台,沿所述滑轴的径向滑移于滑轨,所述打磨头固定于滑台;
31、微调结构,设置于滑轨与滑台之间,用于调节所述滑轨与所述滑台的相对位置。
32、通过采用上述技术方案,作业时,可以根据不同的作业需求而通过微调结构调节滑台相对于滑轨的位置,进而调节打磨头与环形零件轴线的距离,以满足不同直径的回转零件的打磨加工需求。
33、可选的,所述微调结构包括:
34、延伸板,成型于所述滑轨;
35、微调螺杆,沿滑台滑移方向穿设于所述延伸板,一端与所述滑台活动连接,并能够拖动滑台同步运动;
36、两微调螺母,分别螺纹连接于微调螺杆对应延伸板的两侧。
37、通过采用上述技术方案,作业时,同时转动微调螺母,即可带动微调螺杆进行移动,带动滑台相对于滑轨滑移,完成滑台与滑轨相对位置的调节,进而实现打磨头位置的调节。
38、可选的,打磨头包括:
39、支撑体,连接于滑台;
40、机壳,固定于支撑体;
41、主打磨轮,转动于机壳内;
42、从打磨轮,转动于机壳内,凸出于机壳前端;
43、打磨带,套接于所述主打磨轮与所述从打磨轮。
44、回转驱动件,固定于机壳,用于驱动所述主打磨轮转动。
45、通过采用上述技术方案,作业时,通过回转驱动件带动主打磨轮转动,通过从打磨轮的配合,即可实现对打磨带的转动,以实现对环形零件的环形焊缝的打磨。
46、可选的,所述支撑体以滑台的滑移方向为转动轴线的转动连接所述滑台;
47、所述滑台对称设置有两个动螺栓,所述止动螺栓螺纹连接于所述滑台,转动所述止动螺栓的端部能够抵紧所述支撑体的相对侧,以限制支撑体转动。
48、通过采用上述技术方案,转动支撑体,能够带动打磨头进行角度的调节,满足不同的打磨需求,调节完成后,分别转动两个动螺栓,以限制支撑体的位置即可。
49、可选的,还包括:
50、承载架,固定于基座;
51、调节螺柱,垂直与基座设置,螺纹连接于承载架,
52、压块,球铰接于调节螺柱下端。
53、通过采用上述技术方案,在将环形零件固定于夹持装置与端部定位装置之间后,转动调节螺柱驱动压块向下运动,能够抵触于回转零件的周面,提高回转零件的稳定性,避免回转零件因轴向过长,稳定性差导致产生打磨状态时振动过大的问题。
54、综上所述,本技术包括以下至少一种有益技术效果:
55、1.作业时,将环形零件通过夹持装置夹持周面,然后再调节滑轴,通过卡盘对环形零件的一端定位,实现环形零件的承接,然后,即可通过回转壁转动,带动打磨头围绕支撑轴转动,开始对环形零件周壁的焊缝进行打磨,且同时,由于活动座的可调节性,可以在回转臂带动打磨头对环形零件打磨时,推动活动座沿环形零件的轴线方向运动,即可实现打磨头打磨回转打磨的过程中同时沿环形零件的轴向运动,避免仅对一点的打磨,保证环形焊缝打磨的充分,完成环形焊缝的全方位打磨。
56、2.主驱动件带动驱动轮转动以使打磨头围绕环形零件的环形焊缝进行周向转动打磨时,第一传动轮同样受主驱动件的带动而转动,然后通过同步传动件带动第二传动轮转动,即可通过回转套带动连接轴以及调距螺杆转动,进而带动活动座沿基座的长度方向运动,以带动回转臂同步沿环形零件的轴向运动,完成环形零件的环形焊缝的全方位打磨。
本文地址:https://www.jishuxx.com/zhuanli/20240619/12213.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种汽车打磨零件防护机构
下一篇
返回列表