一种激光选区烧结氮化硅陶瓷方法与流程
- 国知局
- 2024-06-20 12:43:03
本发明涉及激光选区烧结,特别是涉及一种激光选区烧结氮化硅陶瓷方法。
背景技术:
1、氮化硅是一种具有强共价键的非金属无机化合物,具有高强度、高硬度、高弹性模量、低热膨胀系数、自润滑且耐磨损等优异的性能,得到了广泛的关注。其中,多孔氮化硅陶瓷还具有轻质耐热、比表面积高、对气体或液体有选择透过性等一些多孔特性,是“结构-功能”一体化陶瓷材料。未来有望在航天飞行器的天线罩材料上得到应用。
2、为了提高氮化硅陶瓷件在增材制造中的稳定性,目前,多空氮化硅陶瓷的制备过程中,大多会制作一个基体,并在基体基础上打印氮化硅陶瓷件。但是无论是由基体制作氮化硅陶瓷工艺还是无基体制作氮化硅陶瓷工艺,一般都智能制作单个的工件,若遇到多工件嵌合的复合工件,则无法保证成型工件尺寸的准确性,特别是涉及到多工件具有多个空间方位的嵌合部位,且嵌合部位要求具有一定间隙以保证多个工件互相嵌合且具有一定的活动空间时,在工件制作过程中无法精确控制间隙位置打印的准确度,若有部分嵌合位置尺寸出现偏差,则会导致关联的多个其它嵌合位置出现联动的偏差,最终多个嵌合位置只能部分位置嵌合度符合要求。
3、由此,如何实现对多工件复合的氮化硅陶瓷材料进行智能激光选区烧结已经成为本领域技术人员研究的主要方向之一。
技术实现思路
1、本发明的目的是提供一种激光选区烧结氮化硅陶瓷方法及系统,本发明通过激光选区烧结过程中的激光功率及时间进行改进,在激光选区烧结所得的陶瓷件中增加附加支撑结构,从而保证多工件复合的陶瓷件嵌合结构的精确度。
2、为了实现上述目的,本发明提供了如下的技术方案:
3、第一方面,本申请提供了一种激光选区烧结氮化硅陶瓷方法,所述方法包括:
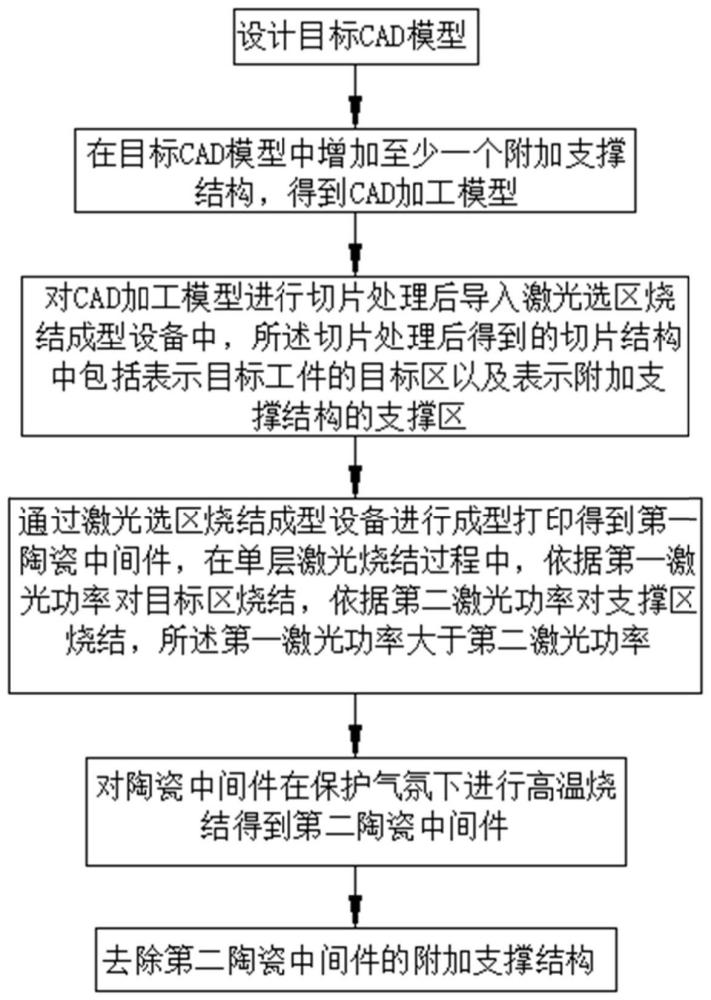
4、设计目标cad模型;
5、在目标cad模型中增加至少一个附加支撑结构,得到cad加工模型;
6、对cad加工模型进行切片处理后导入激光选区烧结成型设备中,所述切片处理后得到的切片结构中包括表示目标工件的目标区以及表示附加支撑结构的支撑区;
7、通过激光选区烧结成型设备进行成型打印得到第一陶瓷中间件,在单层激光烧结过程中,依据第一激光功率对目标区烧结,依据第二激光功率对支撑区烧结,所述第一激光功率大于第二激光功率;
8、对陶瓷中间件在保护气氛下进行高温烧结得到第二陶瓷中间件;
9、去除第二陶瓷中间件的附加支撑结构。
10、在一个优选的方案中,激光选区烧结成型设备所用粉体为采用机械混合法制备纳米烧结助剂和氮化硅聚空心球的混合均匀的复合粉体,或者通过化学共沉淀法制备纳米烧结助剂包覆氮化硅聚空心球的复合粉体。
11、在一个优选的方案中,所述第一激光功率为8~20w,所述第二激光功率为1.5~3w,激光选区烧结成型设备进行成型打印的扫描速度为180~280mm/s。
12、在一个优选的方案中,所述切片结构中的支撑区宽度小于4.7mm。
13、在一个优选的方案中,所述附加支撑结构为固定连接不同工件嵌合部位的结构。
14、在一个优选的方案中,所述高温烧结的工艺参数为:升温速率大于15℃/min,烧结温度大于1800℃,保温时间大于3h。
15、在一个优选的方案中,在单层激光烧结过程中,目标区烧结完毕之后再进行支撑区烧结,且相邻的目标区烧结结束时间与支撑区烧结开始时间之差大于200s。
16、在一个优选的方案中,所述保护气氛为氮气、氩气、氢气中的一种或几种。
17、在一个优选的方案中,在去除第二陶瓷中间件的附加支撑结构之前对第二陶瓷中间件进行低温静置。
18、在一个优选的方案中,所述低温静置的参数为静置温度15~30℃。
19、本方案在激光选区烧结过程中增加了支撑结构的打印,从而在烧结过程中通过支撑结构对多工件复合的氮化硅陶瓷材料进行结构支撑,并在烧结完成之后去除支撑结构;同时,采用复合粉体进行烧结成型,并在烧结成型过程中采用不同激光功率烧结目标区和支撑区,从而使得陶瓷工件与支撑结构烧结后的物理参数产生区别,再通过控制高温烧结过程中的升温参数和烧结时间,使得陶瓷工件与支撑结构之间的物理性能差距进一步拉大,在去除支撑结构时降低了对陶瓷工件表面结构的影响。本申请方案通过激光选区烧结过程中的激光功率及时间进行改进,在激光选区烧结所得的陶瓷件中增加附加支撑结构,从而保证多工件复合的陶瓷件嵌合结构的精确度。
技术特征:1.一种激光选区烧结氮化硅陶瓷方法,其特征在于,所述方法包括:
2.根据权利要求1所述的一种激光选区烧结氮化硅陶瓷方法,其特征在于,激光选区烧结成型设备所用粉体为采用机械混合法制备纳米烧结助剂和氮化硅聚空心球的混合均匀的复合粉体,或者通过化学共沉淀法制备纳米烧结助剂包覆氮化硅聚空心球的复合粉体。
3.根据权利要求2所述的一种激光选区烧结氮化硅陶瓷方法,其特征在于,所述第一激光功率为8~20w,所述第二激光功率为1.5~3w,激光选区烧结成型设备进行成型打印的扫描速度为180~280mm/s。
4.根据权利要求2所述的一种激光选区烧结氮化硅陶瓷方法,其特征在于,所述切片结构中的支撑区宽度小于4.7mm。
5.根据权利要求4所述的一种激光选区烧结氮化硅陶瓷方法,其特征在于,所述附加支撑结构为固定连接不同工件嵌合部位的结构。
6.根据权利要求2所述的一种激光选区烧结氮化硅陶瓷方法,其特征在于,所述高温烧结的工艺参数为:升温速率大于15℃/min,烧结温度大于1800℃,保温时间大于3h。
7.根据权利要求2所述的一种激光选区烧结氮化硅陶瓷方法,其特征在于,在单层激光烧结过程中,目标区烧结完毕之后再进行支撑区烧结,且相邻的目标区烧结结束时间与支撑区烧结开始时间之差大于200s。
8.根据权利要求2所述的一种激光选区烧结氮化硅陶瓷方法,其特征在于,所述保护气氛为氮气、氩气、氢气中的一种或几种。
9.根据权利要求2所述的一种激光选区烧结氮化硅陶瓷方法,其特征在于,在去除第二陶瓷中间件的附加支撑结构之前对第二陶瓷中间件进行低温静置。
10.根据权利要求9所述的一种激光选区烧结氮化硅陶瓷方法,其特征在于,所述低温静置的参数为静置温度15~30℃。
技术总结本发明涉及激光选区烧结技术领域,特别是涉及一种激光选区烧结氮化硅陶瓷方法,所述方法包括:设计目标CAD模型;在目标CAD模型中增加至少一个附加支撑结构,得到CAD加工模型;对CAD加工模型进行切片处理后导入激光选区烧结成型设备中,所述切片处理后得到的切片结构中包括表示目标工件的目标区以及表示附加支撑结构的支撑区;通过激光选区烧结成型设备进行成型打印得到第一陶瓷中间件,在单层激光烧结过程中,依据第一激光功率对目标区烧结,依据第二激光功率对支撑区烧结,所述第一激光功率大于第二激光功率;对陶瓷中间件在保护气氛下进行高温烧结得到第二陶瓷中间件;去除第二陶瓷中间件的附加支撑结构。技术研发人员:谭庆文,朱福林,许滔,汤娜,姜杰英受保护的技术使用者:衡阳凯新特种材料科技有限公司技术研发日:技术公布日:2024/5/27本文地址:https://www.jishuxx.com/zhuanli/20240619/6562.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表