热弯模具和热弯玻璃制品的制作方法
- 国知局
- 2024-06-20 12:57:52
本申请涉及玻璃制品制备,更具体地,涉及一种热弯模具和热弯玻璃制品。
背景技术:
1、热弯玻璃是为了满足现代建筑的高品质需求,由优质玻璃加热弯软化,在模具中成型,再经退火制成的玻璃制品,样式美观,线条流畅,它突破了平板玻璃的单一性,使用上更加灵活多样。随着工业水平的进步和人民生活水平的日益提高,热弯玻璃在建筑、民用场合的使用也越来越多。
2、目前制作火山口玻璃产品工艺中,容易造成玻璃破碎、炸裂等不良现象,降低了热弯产品的良率。并且,传统工艺加工过程中玻璃火山口位置无法成型到位,易造成塌边、不成型等问题。
技术实现思路
1、鉴于上述问题,本申请实施例提供了一种热弯模具和热弯玻璃制品,可以降低热弯过程中热弯产品的破片率,改善热弯产品的成型不到位、塌边的问题。
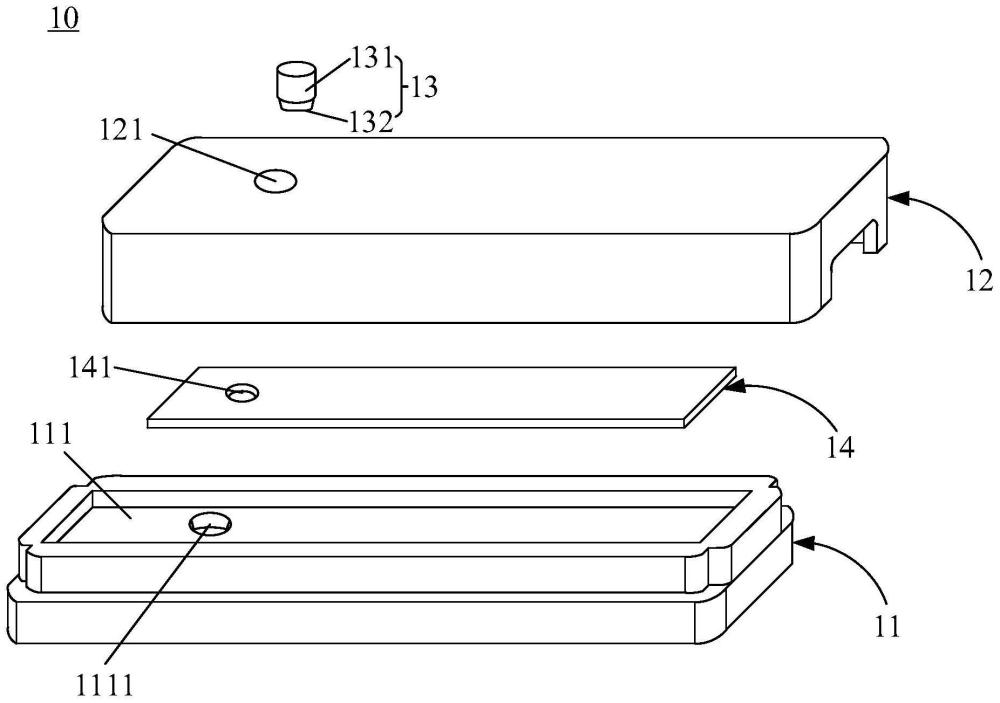
2、第一方面,提供了一种热弯模具,用于热弯待加工玻璃板,包括:下模具,下模具设置有容纳部,用于容纳待加工玻璃板,容纳部包括成型凹槽;上模具,用于与下模具盖合,以将待加工玻璃板设置于下模具和上模具之间,上模具设置有第一通孔;镶件,镶件填充于第一通孔,镶件包括与第一通孔相匹配的第一部分和与成型凹槽相匹配的第二部分;其中,在上模具与下模具盖合的情况下,第一通孔、成型凹槽均与待加工玻璃板的第二通孔相对设置,第二部分与成型凹槽匹配以在待加工玻璃板的热弯温度下使待加工玻璃板变形,以在第二通孔处形成火山口结构。
3、本申请实施例中,通过上模具与下模具盖合,将待加工玻璃板设置于下模具和上模具之间,再通过镶件填充于上模具的第一通孔,镶件的第一部分与第一通孔匹配,镶件的第二部分与下模具的成型凹槽匹配,这样可以在待加工玻璃板的热弯温度下挤压待加工玻璃板,使待加工玻璃板变形,以在第二通孔处形成火山口结构。用本申请实施例提供的热弯模具热弯待加工玻璃板,可以降低热弯过程中火山口热弯产品的破片率,并且可以改善火山口热弯产品的成型不到位、塌边的问题。
4、结合第一方面,在第一方面的某些实现方式中,下模具包括第一基体和设置于第一基体的顶面上的第一凸台,第一凸台与顶面形成容纳部,顶面设置有向第一基体凹陷的成型凹槽。
5、本申请实施例中,下模具的容纳部容纳待加工玻璃板,可以对待加工玻璃板进行一定程度的限位,便于热弯过程中待加工玻璃板的定位。
6、结合第一方面,在第一方面的某些实现方式中,上模具包括第二基体和设置于第二基体的底面上的第二凸台,第二凸台与第一凸台匹配,以使上模具与下模具盖合。
7、结合第一方面,在第一方面的某些实现方式中,第二基体的底面上还设置有第三凸台,第三凸台与容纳部相对设置。
8、本申请实施例中,第三凸台与容纳部相对设置,上模具与下模具盖合后,待加工玻璃板位于第三凸台和容纳部之间,第三凸台和容纳部共同对待加工玻璃板进行限位,便于热弯过程中待加工玻璃板的定位。
9、结合第一方面,在第一方面的某些实现方式中,第一凸台的厚度、第二凸台的厚度以及容纳部的深度均相等。
10、结合第一方面,在第一方面的某些实现方式中,待加工玻璃板的厚度与第三凸台的厚度之和与第二凸台的厚度相等。
11、结合第一方面,在第一方面的某些实现方式中,第二基体的厚度与第三凸台的厚度之和与第一部分的厚度相等。
12、结合第一方面,在第一方面的某些实现方式中,第二部分的厚度与成型凹槽的深度相等。
13、本申请实施例中,通过设置第一凸台的厚度、第二凸台的厚度、第三凸台的厚度、容纳部的深度、待加工玻璃板的厚度、第二基体的厚度、第一部分的厚度、第二部分的厚度以及成型凹槽的深度之间的尺寸关系,使得上模具和下模具盖合后,两者之间可以适当匹配,提高热弯加工的准确性,可以改善火山口热弯产品的成型不到位的问题。
14、结合第一方面,在第一方面的某些实现方式中,上模具、下模具和镶件的材料为石墨材料、金属材料、陶瓷材料中的一种。
15、第二方面,提供了一种热弯玻璃制品,该热弯玻璃制品采用上述第一方面任一可能的实现方式中的热弯模具制成。
技术特征:1.一种热弯模具,用于热弯待加工玻璃板(14),其特征在于,包括:
2.根据权利要求1所述的热弯模具,其特征在于,所述下模具(11)包括第一基体(11a)和设置于所述第一基体(11a)的顶面上的第一凸台(11b),所述第一凸台(11b)与所述顶面形成所述容纳部(111),所述顶面设置有向所述第一基体(11a)凹陷的所述成型凹槽(1111)。
3.根据权利要求2所述的热弯模具,其特征在于,所述上模具(12)包括第二基体(12a)和设置于所述第二基体(12a)的底面上的第二凸台(12b),所述第二凸台(12b)与所述第一凸台(11b)匹配,以使所述上模具(12)与所述下模具(11)盖合。
4.根据权利要求3所述的热弯模具,其特征在于,所述第二基体(12a)的底面上还设置有第三凸台(12c),所述第三凸台(12c)与所述容纳部(111)相对设置。
5.根据权利要求4所述的热弯模具,其特征在于,所述第一凸台(11b)的厚度、所述第二凸台(12b)的厚度以及所述容纳部(111)的深度均相等。
6.根据权利要求4或5所述的热弯模具,其特征在于,所述待加工玻璃板(14)的厚度与所述第三凸台(12c)的厚度之和与所述第二凸台(12b)的厚度相等。
7.根据权利要求4至6中任一项所述的热弯模具,其特征在于,所述第二基体(12a)的厚度与所述第三凸台(12c)的厚度之和与所述第一部分(131)的厚度相等。
8.根据权利要求1至7中任一项所述的热弯模具,其特征在于,所述第二部分(132)的厚度与所述成型凹槽(1111)的深度相等。
9.根据权利要求1至8中任一项所述的热弯模具,其特征在于,所述上模具(12)、所述下模具(11)和所述镶件(13)的材料为石墨材料、金属材料、陶瓷材料中的一种。
10.一种热弯玻璃制品,其特征在于,所述热弯玻璃制品采用如权利要求1至9中任一项所述的热弯模具制成。
技术总结本申请提供了一种热弯模具和热弯玻璃制品。该热弯模具用于热弯待加工玻璃板,包括:下模具,下模具设置有容纳部,用于容纳待加工玻璃板,容纳部包括成型凹槽,成型凹槽为火山口形;上模具,用于与下模具盖合,以将待加工玻璃板设置于下模具和上模具之间,上模具设置有第一通孔;镶件,镶件填充于第一通孔,镶件包括与第一通孔相匹配的第一部分和与成型凹槽相匹配的第二部分;在上模具与下模具盖合的情况下,第一通孔、成型凹槽均与待加工玻璃板的第二通孔相对设置,第二部分与成型凹槽匹配以使待加工玻璃板变形,以在第二通孔处形成火山口结构。本申请的技术方案,可以降低热弯过程中热弯产品的破片率,改善热弯产品的成型不到位、塌边的问题。技术研发人员:张明,初旭,董国方,王勇,王孟杰,征建圣,殷永志,李富同,蔡锦涛,汪银超,肖帮武,熊森淼,黄强剑,张健受保护的技术使用者:京东方杰恩特喜科技有限公司技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240619/7192.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种生态水泥制备方法
下一篇
返回列表