一种带隔爆层复合装药的熔铸模具及浇铸成型工艺
- 国知局
- 2024-06-20 12:58:47
本发明涉及装药制备技术,具体涉及一种带隔爆层复合装药的熔铸模具及浇铸成型工艺。
背景技术:
1、复合装药作为一种战斗部威力可控的装药方式,已经被广泛的应用于许多战斗部工程试验当中。国内外学者均对复合装药进行了大量的研究,1987年法国火炸药公司首次提出双元复合炸药装药的概念,使用两种复合炸药采用内外层、上下叠加等装药结构形式,根据毁伤目标特性或弹药不敏感性要求采用不同装药结构,有效地提高弹药的爆炸毁伤性能或降低弹药的易损性。近年来在非对称作战理念的指导下,在城市作战或者维和行动中并不希望战斗部主装药发生完全爆轰,一是为了减少附带毁伤,二是为了避免冲突的升级,因此既能提高作战适应能力和灵活性,又能减轻后勤负担的毁伤威力可调战斗部成为当前研究的热点之一。
2、目前常用的装药方法有:熔铸装药法、压装药法、螺旋装药法、分步压装药法、塑态装药法、浇铸装药法,现阶段已有的模具多数为单一装药模具,缺少能够实现复合装药结构的模具,传统的压铸药柱需要的压铸设备价格昂贵,压药过程和复合药柱组装过程都十分危险,现有的熔铸药柱加工工艺难以保证熔铸药柱的质量,而装药质量的好坏直接关系到战斗部威力的大小和装药各阶段的使用安全,因此提供一种用于带隔爆层的复合装药药柱的分步熔铸药柱模具和浇铸方法,以提高复合装药药柱在熔铸成型过程中内外层密度的均匀性和内外层药柱间的结合力,就成为本领域技术人员亟待解决的问题。
技术实现思路
1、本发明的目的在于提供一种结构简单、造价低、适合批量制造且浇铸过程安全可靠,制备出的药柱缺陷少,浇铸密度高等优点的带隔爆层复合装药的熔铸模具及浇铸成型工艺。
2、实现本发明目的的技术解决方案为:一种带隔爆层复合装药的熔铸模具及浇铸成型工艺,模具包括内层装药模具和外层装药模具两个部分,内层装药模具包括隔爆层上模、隔爆层夹具、隔爆层底座、隔爆层固定环,以制备内层装药;外层装药模具包括外层上模、外层夹具、外壳、外壳底座,以制备内层装药;内层装药模具的组装顺序是将隔爆层上模置于隔爆层正上方,并与隔爆层同轴配合,隔爆层固定环内壁紧贴在隔爆层上,隔爆层底座与隔爆层固定环紧贴在一起,隔爆层夹具将隔爆层和隔爆层上模夹紧;外层装药模具的组装顺序是隔爆层置于外层底座中心的定位环中间,外壳置于外壳底座中,外层上模置于外壳正上方,外层夹具将外层上模和外壳夹紧。
3、浇铸成型工艺采取分步浇铸的装药方式,浇铸成型过程包括如下步骤:第一步浇铸制备内层装药;内层装药采用以tnt为基的高爆燃混合药,以水浴锅加热使其成熔融状态并搅拌均匀,将内层装药模具称重并记录,然后将水浴烘箱温度设置在80℃±5℃,并将内层装药模具和隔爆层放入水浴烘箱中烘半个小时,半个小时后将内层装药模具取出并组装完成后,将搅拌均匀的熔融状态的混合药浇铸到内层装药模具中,常温下静置至内层装药完全固化,将隔爆层夹具取下,再将内层装药模具置于水浴烘箱中加热至隔爆层上模能自由脱落,将内层装药模具从水浴烘箱中取出,并取下隔爆层上模,在室温中静置至内层装药完全固化,取下隔爆层底座和隔爆层固定环,将内层装药突出部分在水流下用铜锯锯掉,称重并计算内层装药密度;第二步浇铸制备外层装药;外层装药采用以tnt为基的高爆燃混合药,以水浴锅加热使其成熔融状态并搅拌均匀,将外层装药模具称重并记录,然后将外层装药模具放入80℃±5℃的水浴烘箱中烘半个小时,半个小时后将外层装药模具取出并组装完成后,将搅拌均匀的熔融状态的混合药浇铸到外层装药模具中,常温下静置至混合药完全固化,得到初次药柱,将外层夹具取下,再将初次药柱放于托盘中,并一起置于水浴烘箱中加热至外层上模能自由脱落,将外层装药模具取出,并取下外层上模,在室温中静置至混合药完全固化,将药柱上层突出部分在水流下用铜锯锯掉,称重并计算外层装药密度。
4、本发明与现有技术相比,其具有以下的效果:
5、(1)本发明是基于传统的熔铸药柱技术的学习和创新,在目前已有的单一装药的基础上,设计一种带隔爆层复合装药的熔铸模具及浇铸成型工艺,本发明的通过分步浇铸的方式,解决了复合装药装配难的问题,通过二次加热和增加一个上模多浇铸一部分,以多浇铸一部分增加压力的方式来实现提高药柱质量。
6、(2)本发明操作简单,易于加工,组装简单,造价低,可进行量产,所需的设备价格低廉,加工危险性小,可实现复合装药的批量化生产,药柱的护理时间和护理成本相对较少。
7、(3)通过实际浇铸药柱,切除多余部分后,截面质量较好,无明显的缩孔,通过计算可得内外层装药的装药密度近乎相同,且装药密度较高,通过实验得出的数据可知,本发明浇铸出来的药柱能达到预期的目的。
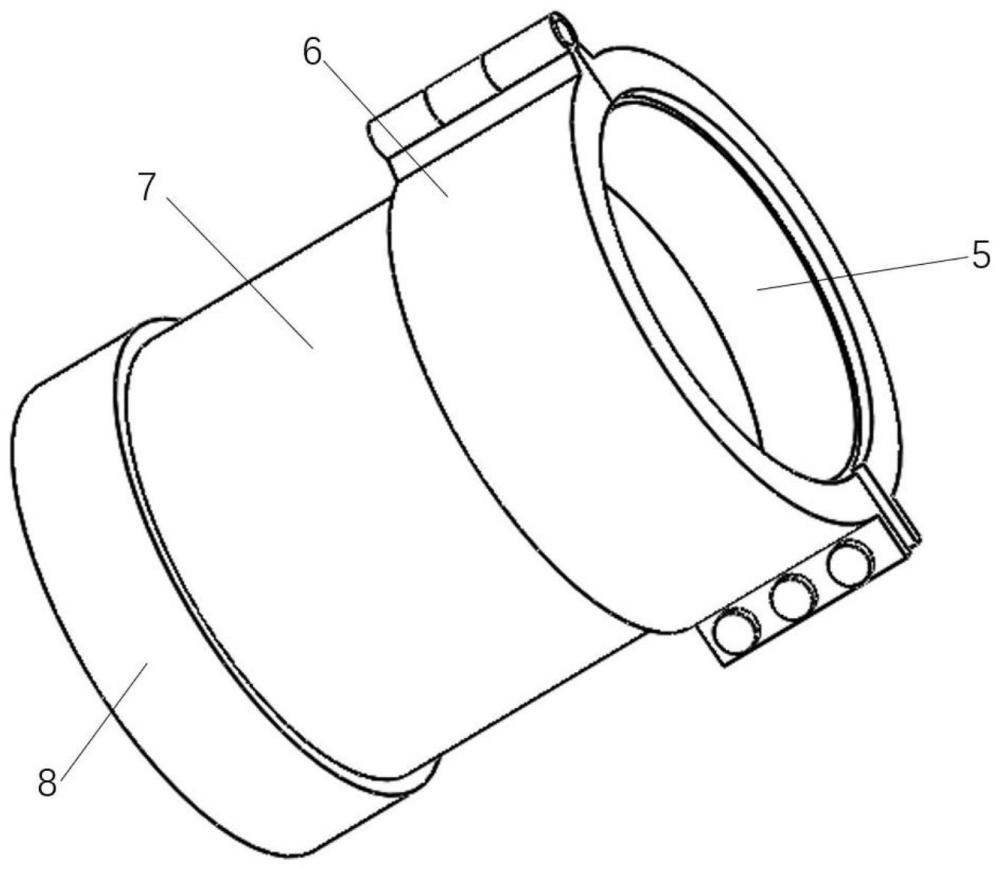
技术特征:1.一种带隔爆层复合装药的熔铸模具,其特征在于:包括内层装药模具和外层装药模具两个部分,内层装药模具包括隔爆层上模(1)、隔爆层夹具(2)、隔爆层底座(3)、隔爆层固定环(4),以制备内层装药;外层装药模具包括外层上模(5)、外层夹具(6)、外壳(7)、外壳底座(8)以制备外层装药;
2.根据权利要求1所述的带隔爆层复合装药的熔铸模具,其特征在于:隔爆层上模(1)内外径尺寸对应与制备得到的内层装药内外径尺寸相同,隔爆层夹具(2)内径与制备得到的内层装药外径相同,隔爆层底座(3)的内径大于制备得到的内层装药的外径,隔爆层底座(3)内径与隔爆层固定环(4)外径相同,隔爆层固定环(4)的内径与制备得到的内层装药外径相同。
3.根据权利要求1所述的带隔爆层复合装药的熔铸模具,其特征在于:外壳底座(8)下端正中心设有一个圆环薄壁结构,圆环内径与隔爆层外径相同,外壳底座(8)圆筒内径与外壳(7)的第二圆筒的外径相同。
4.根据权利要求1所述的带隔爆层复合装药的熔铸模具,其特征在于:外层上模(5)内壁的退模斜度为3°。
5.根据权利要求1~4中任意一项所述的一种带隔爆层复合装药的熔铸模具的浇铸成型工艺,其特征在于:采取分步浇铸的装药方式,浇铸成型过程包括如下步骤:
6.根据权利要求5所述的所述的一种带隔爆层复合装药的熔铸模具的浇铸成型工艺,其特征在于,内层装药模具的组装顺序如下:
7.根据权利要求5所述的所述的一种带隔爆层复合装药的熔铸模具的浇铸成型工艺,其特征在于,外层装药模具的组装顺序如下:
技术总结本发明提供了一种带隔爆层复合装药的熔铸模具及浇铸成型工艺。本发明采取分步浇铸的装药方式,内层装药模具包括隔爆层上模、隔爆层夹具、隔爆层底座和隔爆层固定环,外层装药模具包括外层上模、外层夹具、外壳、外壳底座;内层模具的组装顺序是将隔爆层上模置于隔爆层正上方,并与隔爆层同轴配合,隔爆层固定环内壁紧贴在隔爆层上,隔爆层底座与隔爆层固定环紧贴在一起,夹具与隔爆层和隔爆层上模紧贴在一起;外层模具的组装顺序是将带有内层装药的隔爆层置于外层底座中心的定位环中间,外壳置于外壳底座中,外层上模置于外壳正上方,外层夹具将外层上模和外壳模具加紧;浇铸时先浇铸内层装药,再浇铸内层装药。技术研发人员:郭锐,段立阳,崔浩,位国旭,曲浩军,张薇,俞旸晖,杨永亮受保护的技术使用者:南京理工大学技术研发日:技术公布日:2024/5/29本文地址:https://www.jishuxx.com/zhuanli/20240619/7234.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。