一种宽温域抗烧蚀玻璃-陶瓷多层复合涂层及制备方法
- 国知局
- 2024-06-20 13:07:10
本发明属于抗氧化/烧蚀涂层制备,涉及一种宽温域抗烧蚀玻璃-陶瓷多层复合涂层及制备方法,具体涉及一种yas-[hfc/zrc]3-sic多层复合抗烧蚀涂层及制备方法。
背景技术:
1、作为高速飞行器热结构部件的重要候选材料之一,碳/碳复合材料具有低密度、高比强和耐高温等优异的高温力学性能,但也存在高温氧化致力学性能损伤难题,从而难以在高温含氧环境下直接作为热结构材料实现长寿命使用。为发挥碳/碳复合材料轻质高强结构优势的同时,赋予其长寿命阻氧能力,表面抗氧化/烧蚀涂层技术得到了广泛关注。目前针对涂层碳/碳复合材料所开发的氧化防护体系已在静态空气环境、1700℃及以下温区内取得了上百小时乃至上千小时的防护效果,如报道的(hf0.25zr0.25ta0.25ti0.25)b2-sic-si硅基陶瓷涂层[专利1:付前刚,周磊,李贺军,等.一种碳/碳复合材料表面耐高温长寿命复合涂层及制备方法,cn113387724a,2021-09-14.],其氧化防护机理为利用硅基陶瓷氧化形成致密连续的sio2玻璃来阻止氧的快速渗透。但当环境温度高于硅基陶瓷分解温度或si元素主动氧化温度时,特别是在2000℃及以上烧蚀环境中,硅基陶瓷往往难以氧化形成致密连续的sio2玻璃,甚至会挥发逸出含si的气态副产物破坏涂层结构[文献1:t.liu,y.r.niu,c.li,et al.ablation resistance of zrc-mosi2/zrc-sic double-layeredcoating in a plasma flame,corros.sci.145(2018)239-248.],从而无法作为抗烧蚀涂层中主要组元实现长时间烧蚀防护。
2、近年来,以超高温陶瓷为主要组元,硅基陶瓷或低熔点氧化物为改性组元的复相陶瓷涂层设计[文献2:r.c.chen,y.l.zhang,j.zhang,et al.,mosi2 modified hfccoating for the ablation protection of sic-coated c/c composites:ablationresistance and behavior,corros.sci.205(2022)110418.],已成为提升涂层2000℃及以上烧蚀环境中抗烧蚀性能的有效策略。然而,以zrc、hfc为代表的超高温陶瓷容易在中低温区间内出现粉化氧化[文献3:g.h.feng,h.j.li,x.y.yao,et al.ablation behavior ofzrc and zro2 coatings on sic coated c/c composites under oxyacetylene torchwith different heat fluxes,ceram.int.47(2021)21721-21729.],且其表面多孔氧化膜极易在强冲刷作用下快速剥落失效。如专利2所报道的zrc-la2o3复相陶瓷涂层[李贺军,贾瑜军,付前刚,等.一种碳/碳复合材料表面长时间抗烧蚀复合涂层及制备方法,cn107056336b,2020-6-16.]在2.4mw/m2氧乙炔烧蚀环境下为c/c复合材料提供了700s烧蚀防护,其烧蚀防护机理为利用la2o3在超高温下与zro2形成的低挥发性复合氧化物实现孔隙、裂纹愈合,但由于这一复相陶瓷设计仅关注于提升zrc涂层高温阻氧能力,抗烧蚀涂层的抗强冲刷及中低温防氧化能力并未得到有效改善。
3、综上所述,目前报道的复相陶瓷涂层体系往往只关注抗烧蚀涂层的高温阻氧能力,难以适应热结构材料面临的“宽温域阻氧-抗强冲刷”耦合防护需求。因此,抗烧蚀涂层的“耐宽温域阻氧-抗强冲刷”耦合防护能力已经成为2000℃及以上烧蚀环境中涂层c/c复合材料长寿命应用的瓶颈。
技术实现思路
1、为了解决现有技术中存在的问题,本发明提供一种宽温域抗烧蚀玻璃-陶瓷多层复合涂层及制备方法,解决现有技术中复相陶瓷涂层面临的“耐宽温域阻氧-抗强冲刷”能力难以协同的问题。
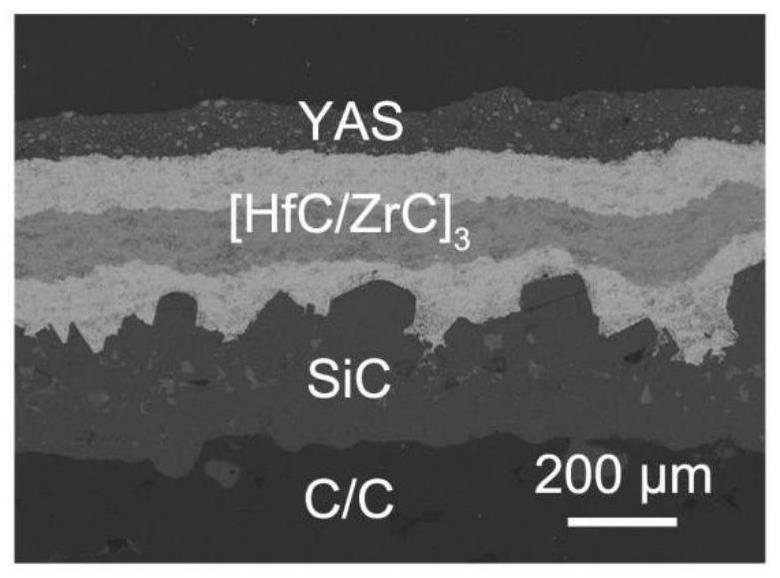
2、为了实现上述目的,本发明采用的技术方案是:一种宽温域抗烧蚀玻璃-陶瓷多层复合涂层,包括sic陶瓷内层、[hfc/zrc]3陶瓷中间层和yas玻璃外层,sic陶瓷内层厚度为50-100μm,[hfc/zrc]3陶瓷中间层厚度为100-300μm,yas玻璃外层厚度为10-100μm,其中yas玻璃外层的采用摩尔分数为10-20mol.%的y2o3粉、10-30mol.%al2o3粉和50-80mol.%sio2粉制备而成。
3、同时提供上述宽温域抗烧蚀玻璃-陶瓷多层复合涂层的制备方法,包括以下步骤:
4、在基体上制备sic陶瓷内层;
5、在sic陶瓷内层表面采用等离子喷涂法按顺序喷涂hfc层、zrc层和hfc层,得到[hfc/zrc]3陶瓷中间层,
6、在[hfc/zrc]3陶瓷中间层表面制备yas玻璃外层,得到yas-[hfc/zrc]3-sic多层复合涂层。
7、进一步的,在基体上制备sic陶瓷内层时,所用的混合粉料为质量分数为75wt.%-85wt.%的si粉、10wt.%-15wt.%的c粉和5wt.%-10wt.%的al2o3粉混合得到。
8、进一步的,在基体上制备sic陶瓷内层时,在ar气气氛保护下、1900-2100℃进行高温原位反应2h。
9、进一步的,sic陶瓷内层表面采用等离子喷涂法按顺序喷涂hfc层4-8个周期、zrc层4-8个周期和hfc层4-8个周期。
10、进一步的,等离子喷涂工艺参数:喷涂直流电流:400-420a;喷涂直流电压:110-120v;主气ar气流量:70-75l/min;辅气ar气流量:5-10l/min;送粉速率6-12g/min;喷涂距离:90-100mm。
11、进一步的,制备等离子喷涂用的hfc和zrc粉料包括以下步骤:
12、针对hfc和zrc粉料分别配置浓度为2wt.%-4wt.%的聚乙烯醇悬浮液作为粘结剂,按照无水乙醇5wt.%-10wt.%、粘结剂40wt.%-55wt.%及陶瓷粉料40wt.%-50wt.%的比例混合球磨4-6h后制备进料料浆;
13、经过喷雾干燥造粒与多级筛分处理,得到等离子喷涂用hfc和zrc粉料,所述喷雾干燥造粒工艺时进口温度为300-350℃,出口温度为100-120℃,喷雾头转速控制为10000-12000r/min。
14、进一步的,制备yas玻璃外层包括以下步骤:
15、a,将[hfc/zrc]3-sic涂层及其附着的基体加热至120-160℃;
16、b,将yas玻璃浆料涂覆在加热的[hfc/zrc]3-sic涂层表面;
17、步骤a和b重复若干次,每涂覆一次进行干燥;对干燥的yas玻璃浆料层热处理至yas料浆层完全变白,得到包覆于基体上的yas-[hfc/zrc]3-sic多层复合涂层。
18、进一步的,yas玻璃料浆制备包括以下步骤:
19、将摩尔分数为10mol.%-20mol.%的y2o3粉、10mol.%-30mol.%al2o3粉和50mol.%-80mol.%sio2粉均匀混合,形成混合粉体a,然后将蒸馏水与si溶胶超声处理后得到悬浮液b,最后向悬浮液b中加入混合粉体a,搅拌均匀后得到yas玻璃料浆。
20、将上述yas-[hfc/zrc]3-sic多层复合涂层用于对碳/碳复合材料基体、石墨材料基体或碳纤维编织材料基体防护。
21、与现有技术相比,本发明至少具有以下有益效果:本发明提出一种宽温域抗烧蚀玻璃-陶瓷多层复合涂层及制备方法,采用三步法,首先利用高温原位反应在碳/碳复合材料表面制备sic陶瓷内层,然后利用等离子喷涂法制备[hfc/zrc]3陶瓷中间层,最后采用热涂覆法制备yas玻璃外层;所制备的yas-[hfc/zrc]3-sic多层复合涂层实现碳/碳复合材料在ar-o2等离子烧蚀环境下大于1000s的有效防护、氧乙炔烧蚀环境下大于300s的有效防护、激光烧蚀环境下大于60s的有效防护;
22、本发明构建形成的yas玻璃、[hfc/zrc]3陶瓷和sic陶瓷多层复合结构,在维持sic陶瓷内层与喷涂超高温陶瓷中间层界面高温稳定性的基础上,通过发挥[hfc/zrc]3超高温陶瓷氧化形成的(hf,zr)o2二元固溶体对涂层高温阻氧能力的改善效果,以及yas玻璃裂纹愈合与孔隙封填对涂层中低温阻氧和抗强冲刷能力的提升作用,可以实现碳/碳复合材料表面抗烧蚀涂层耐宽温域阻氧与抗强冲刷能力的同步提升。
本文地址:https://www.jishuxx.com/zhuanli/20240619/7601.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。