一种针对海洋装备用921钢的增材修复专用粉体及工艺的制作方法
- 国知局
- 2024-06-20 14:08:40
本发明属于增材制造领域,特别涉及到一种针对海洋装备用921钢的增材修复专用粉体及工艺。
背景技术:
1、大型舰艇、海上钻井平台、跨海大桥、油气输运管道等诸多海洋关键结构,在服役过程中都会面临日常维护和应急维修的需求(见参考文献:寇荣魁.921a舰船钢高压干法水下激光熔覆修复工艺及性能研究[d].北京石油化工学院,2022.doi:10.27849/d.cnki.gshyj.2022.000116)。由于上述海洋结构服役环境恶劣,往往位于远海或深海,难以返港或上岸修理,因此开展日常维护及应急工况下的原位水下增材制造修复,可显著降低修复的经济成本,延长有效服役周期,是一种重要的技术手段。
2、921钢材是重要的高强度低合金结构钢(见参考文献:方志刚,刘斌,李国明,etal.舰船装备材料体系发展与需求分析[j].中国材料进展,2014,33(7):10.doi:10.7502/j.issn.1674-3962.2014.07.01.),被广泛用于船舶、海洋工程、桥梁等领域。以船体为代表的水下结构,在服役过程中,钢材表面容易因海水腐蚀、异物冲刷、交变应力等外在因素导致裂纹、剥落、凹坑等缺陷,均需要及时修复。激光增材修复具有热输入小、稀释率低、冶金结合、变形量小的特点,较传统的堆焊、喷涂等工艺有显著优势。开展激光增材制造修复时,原材料与工艺参数是核心与难点:(1)由于激光工艺冷速较高,增材部分的晶粒尺寸细小且难以进行退火处理,相同合金成分条件下,导致增材部分的强度和硬度显著高于基材,产生较高的内应力和开裂倾向;(2)增材部位具有多道多层的结构特点,工艺参数不匹配会带来较多孔隙与裂纹等内在缺陷,严重影响增材部位的强韧性。因此,开发适配921钢材的粉体材料及增材工艺具有重要研究意义与应用价值。
技术实现思路
1、本发明的目的是提供一种针对海洋装备用921钢的增材修复专用粉体及工艺,本发明针对现有921钢材表面增材修复需求,开发了增材专用粉末与配套的激光熔覆工艺,通过调节粉末成分与激光熔覆工艺参数,控制增材部位的力学性能,实现与基体的良好匹配,可在大尺寸曲面钢板表面完成修复,得到性能均匀、无开裂的增材修复层。
2、为实现上述目的,本发明采用以下技术方案实现:
3、一种针对海洋装备用921钢的增材修复专用粉体,粉体中化学成分按重量百分比计为:c 0.03%~0.05%、si 0.3%~0.4%、mn 1.3%~1.5%、p≤0.01%、s≤0.004%、mo0.2%~0.5%、ni 3.3%~3.5%、o≤0.005%、n≤0.006%、h≤0.005%;其余为fe和不可避免的杂质。
4、本发明粉体成分设计以c、si、mn、mo、ni为主要合金元素;其中s、p、o、n、h等为杂质元素,在范围区间内尽可能降低;si、mn是常见的脱氧与强化元素,ni元素的加入可有效提高钢材的韧性与强度,mo元素是一种有效的强化元素,可与c元素形成特殊碳化物,实现二次硬化作用;本发明在其他元素含量基本不变的情况下,通过控制mo元素的含量变化来控制材料的强度与硬度,实现对钢材强韧性的调控,元素变量少,可控程度高。
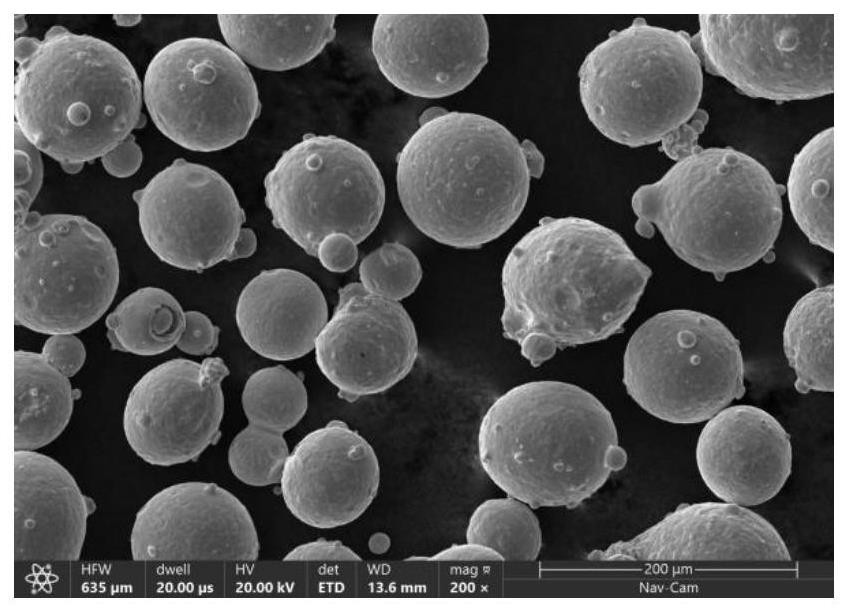
5、将合金成分原料置入气雾化制粉炉坩埚,通过熔炼、气雾化、筛分等工艺制备成粉末,粉体粒径在35~150μm范围内筛分选择。
6、一种针对海洋装备用921钢的增材修复专用粉体在921钢材表面进行激光增材制造的工艺,采用同轴式激光送粉设备开展激光熔覆,根据粉末原料的尺寸不同及行走速度快慢,匹配适当的激光功率,可获得质量良好的熔覆层。具体工艺包括:
7、1)选择粉末粒度为75~100μm的专用粉体,激光功率为800~1000w,载粉气流量8~12l/min,激光头行走速率≤1m/min;
8、2)选择粉末粒度为35~75μm的专用粉体,激光功率为1200~2400w,载粉气流量10~15l/min,激光头行走速率1~5m/min。
9、经过上述工艺增材,能够获得抗拉强度为600~800mpa,-50℃冲击功≥80j,硬度200~300hv,延伸率为10%~30%的熔覆层。
10、对于工艺参数的选择,在行走速度和送粉量一定的情况下,增加激光功率,会降低熔覆层的硬度与强度,使熔覆单道趋于扁平,搭接率增加;在功率和送粉量一定的情况下,增加行走速度,会提升熔覆层的硬度与强度,降低搭接率;可见上述多个工艺参数会互相影响,为确保熔覆层的力学性能与熔覆质量,经反复匹配实验,上述参数组合可确保熔覆层的力学性能在设计区间,避免内部出现开裂、孔隙等宏观缺陷。
11、与现有的技术相比,本发明的有益效果是:
12、本发明通过合理调控合金组分,利用气雾化工艺,获得尺寸均匀的球形雾化粉末;利用激光同轴送粉设备在921钢基材上进行增材制造,优化工艺参数,可获得力学性能匹配良好,无宏观缺陷的熔覆层,实现对921钢基材的增材与修复目的。经测试,修复层力学性能满足相关修复指标要求,化学成分与设定保持一致,无开裂分层等缺陷,具备良好机加工性能,有助于实现大型海洋结构的自主修复,提高服役可靠性。
技术特征:1.一种针对海洋装备用921钢的增材修复专用粉体,其特征在于,粉体中化学成分按重量百分比计为:c 0.03%~0.05%、si 0.3%~0.4%、mn 1.3%~1.5%、p≤0.01%、s≤0.004%、mo 0.2%~0.5%、ni 3.3%~3.5%、o≤0.005%、n≤0.006%、h≤0.005%;其余为fe和不可避免的杂质。
2.根据权利要求1所述的一种针对海洋装备用921钢的增材修复专用粉体,其特征在于,所述粉体粒径在35~150μm范围内筛分选择。
3.一种利用如权利要求1或2所述的针对海洋装备用921钢的增材修复专用粉体在921钢材表面进行激光增材制造的工艺,其特征在于,包括:
4.一种利用如权利要求1或2所述的针对海洋装备用921钢的增材修复专用粉体在921钢材表面进行激光增材制造的工艺,其特征在于,包括:
5.根据权利要求3或4所述的一种利用针对海洋装备用921钢的增材修复专用粉体在921钢材表面进行激光增材制造的工艺,其特征在于,经过上述工艺增材,能够获得抗拉强度为600~800mpa,-50℃冲击功≥80j,硬度200~300hv,延伸率为10%~30%的熔覆层。
技术总结本发明涉及一种针对海洋装备用921钢的增材修复专用粉体及工艺,粉体中化学成分按重量百分比计为:C 0.03%~0.05%、Si 0.3%~0.4%、Mn 1.3%~1.5%、P≤0.01%、S≤0.004%、Mo 0.2%~0.5%、Ni 3.3%~3.5%、O≤0.005%、N≤0.006%、H≤0.005%;其余为Fe和不可避免的杂质。本发明针对现有921钢材表面增材修复需求,开发了增材专用粉末与配套的激光熔覆工艺,通过调节粉末成分与激光熔覆工艺参数,控制增材部位的力学性能,实现与基体的良好匹配,可在大尺寸曲面钢板表面完成修复,得到性能均匀、无开裂的增材修复层。技术研发人员:王一甲,张大越,李彬周,刘宝权,孙瑞琪,司姗姗,姜圆博受保护的技术使用者:鞍钢集团北京研究院有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9637.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表