一种铝型材工艺时效炉的制作方法
- 国知局
- 2024-06-20 14:11:13
本技术涉及铝材加工设备,具体涉及一种铝型材工艺时效炉。
背景技术:
1、铝型材工艺时效炉是一种常用的热处理设备,主要用于对金属材料进行时效处理,时效处理是一种热处理工艺,通过加热和冷却的过程,使金属材料的性能得到改善,时效炉的工作原理是将金属材料放入炉内,加热到一定温度,使其晶体结构发生变化,然后保温一段时间,使其晶体结构得到稳定,最后冷却至室温,使其晶体结构得到固定,而铝合金型材在挤压成型之后,一般需要经过时效处理,以其改善其机械性能。
2、公开号为cn207877811u的中国实用新型专利公开了一种铝型材时效炉,包括炉体,所述炉体一端设有炉门,所述炉体上设有用于加热的燃气加热器,还包括用于放置铝型材的送料小车,所述炉体设有炉门一端沿竖直方向设有门轨,所述炉门两侧中部设有滑移轴,所述滑移轴滑移连接在门轨中,所述炉体上方设有用于将炉门拉起翻折的牵引机构,通过牵引机构拉动炉门并翻折,这种时效炉对于场地的高度要求较低。
3、但是,上述技术方案中仅公开了时效炉上有燃气加热器,并没有考虑如何在时效炉内对铝型材进行冷却,当铝合金型材在时效炉内加热完毕后需要从时效炉中拉出自然冷却,由于自然冷却的过程较长,增加了冷却的时间,导致工作效率低下,且可能出现冷却不均匀从而影响铝型材的使用。
技术实现思路
1、基于此,为了解决当铝合金型材在时效炉内加热完毕后需要从时效炉中拉出自然冷却,增加了冷却的时间,导致工作效率低下,且可能出现冷却不均匀从而影响铝型材的使用的问题,本实用新型的目的在于提供一种铝型材工艺时效炉,其具体技术方案如下:
2、一种铝型材工艺时效炉,包括炉体以及冷却装置,所述炉体内开设有容纳铝型材的空腔所述冷却装置与所述空腔连通;所述冷却装置包括冷却风机、进气管和出气管,所述冷却风机与所述进气管连接,所述进气管环绕所述炉体的顶部外侧设置,所述进气管与所述出气管连通,所述进气管上设置有若干个出气管,各出气管均匀等距设置在所述炉体内并与所述空腔连通。
3、进一步地,还包括加热装置,所述加热装置设置在所述炉体上,所述加热装置与所述空腔连通。
4、进一步地,所述炉体的一端设有炉门,所述炉体上设置有用于将炉门在竖直方向上下移动的牵引机构,所述炉门通过所述牵引机构与所述炉体活动连接。
5、进一步地,所述牵引机构包括滑轮组件、拉绳、拉架、配重块和转动机构,所述拉架设置在所述炉体靠近所述炉门的一端,所述滑轮组件设置在所述拉架上,所述炉门在所述拉架的一侧,所述配重块在所述拉架远离所述炉门的一侧,所述拉绳的一端与所述炉门顶部连接,所述拉绳远离所述炉门的一端穿过所述滑轮组件与所述配重块连接,所述转动机构与所述滑轮组件连接。
6、进一步地,所述转动机构包括卷扬机、缆线和第一滑轮,所述卷扬机设置在所述炉体的顶部,所述卷扬机和所述第一滑轮之间通过缆线连接,所述第一滑轮与所述滑轮组件连接。
7、进一步地,所述炉门包括门框、保温件和封盖,所述门框靠近所述空腔的一端设置有凹槽,所述保温件设置在所述凹槽内,所述封盖与所述凹槽配合卡接。
8、进一步地,还包括送料装置,所述送料装置与所述炉体连接,所述送料装置能够进入所述空腔内。
9、进一步地,所述送料装置包括送料车和移动滑轨,所述送料车与所述移动滑轨活动连接,所述移动滑轨与所述炉体连接,所述送料车能够进入所述空腔内。
10、进一步地,所述送料车上设置有前挡板、后挡板和滑动调节组件,所述滑动调节组件设置在所述送料车的左右两侧,所述前挡板、后挡板和滑动调节组件之间围合形成一定位室。
11、进一步地,所述滑动调节组件包括调节槽和滑动件,所述滑动件设置在所述调节槽内,所述滑动件与所述调节槽活动连接。
12、相比现有技术,本实用新型的有益效果在于:本实用新型的铝型材工艺时效炉通过设置炉体,炉体内开设有容纳铝型材的空腔,用于对铝型材进行放置,通过设置冷却装置,用于对铝型材进行冷却降温,加快冷却时间,同时能够有效防止炉体内的温度过高,加快散热速率,冷却装置包括冷却风机、进气管和出气管,冷却风机与进气管连接,进气管环绕炉体的顶部外侧设置,进气管上设置有若干个出气管,各出气管均匀等距设置在炉体内并与空腔连通,冷风能够从各出气管均匀进入炉体内,使炉体内各位置的降温速率保持一致,保证铝型材在冷却时能够均匀冷却;本实用新型的铝型材工艺时效炉能够有效缩短铝型材冷却的时间,同时保证铝型材在冷却时能够均匀冷却。
技术特征:1.一种铝型材工艺时效炉,其特征在于,包括:炉体(1)以及冷却装置(2),所述炉体(1)内开设有容纳铝型材的空腔(11),所述冷却装置(2)与所述空腔(11)连通;
2.根据权利要求1所述的铝型材工艺时效炉,其特征在于,还包括加热装置(3),所述加热装置(3)设置在所述炉体(1)上,所述加热装置(3)与所述空腔(11)连通。
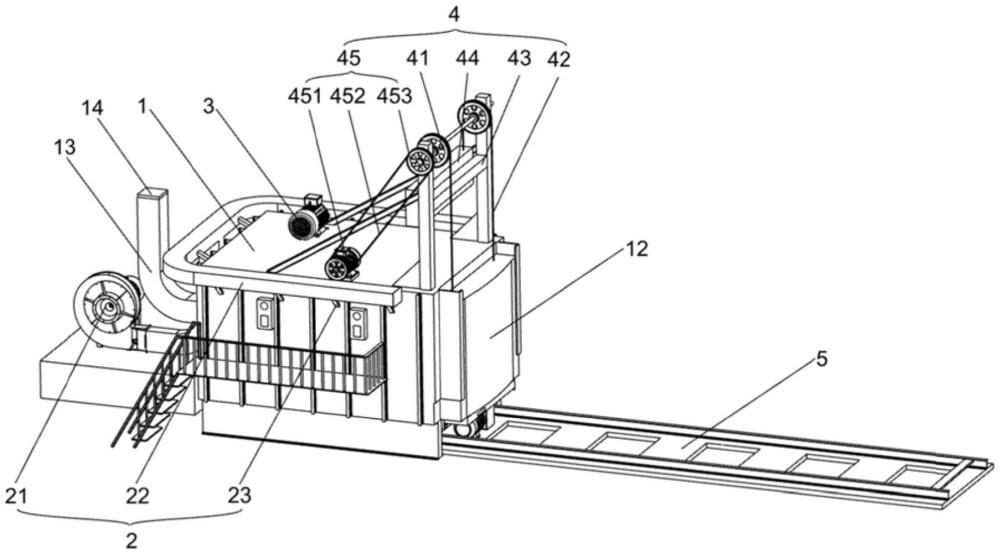
3.根据权利要求1所述的铝型材工艺时效炉,其特征在于,所述炉体(1)的一端设有炉门(12),所述炉体(1)上设置有用于将炉门(12)在竖直方向上下移动的牵引机构(4),所述炉门(12)通过所述牵引机构(4)与所述炉体(1)活动连接。
4.根据权利要求3所述的铝型材工艺时效炉,其特征在于,所述牵引机构(4)包括滑轮组件(41)、拉绳(42)、拉架(43)、配重块(44)和转动机构(45),所述拉架(43)设置在所述炉体(1)靠近所述炉门(12)的一端,所述滑轮组件(41)设置在所述拉架(43)上,所述炉门(12)在所述拉架(43)的一侧,所述配重块(44)在所述拉架(43)远离所述炉门(12)的一侧,所述拉绳(42)的一端与所述炉门(12)顶部连接,所述拉绳(42)远离所述炉门(12)的一端穿过所述滑轮组件(41)与所述配重块(44)连接,所述转动机构(45)与所述滑轮组件(41)连接。
5.根据权利要求4所述的铝型材工艺时效炉,其特征在于,所述转动机构(45)包括卷扬机(451)、缆线(452)和第一滑轮(453),所述卷扬机(451)设置在所述炉体(1)的顶部,所述卷扬机(451)和所述第一滑轮(453)之间通过缆线(452)连接,所述第一滑轮(453)与所述滑轮组件(41)连接。
6.根据权利要求3所述的铝型材工艺时效炉,其特征在于,所述炉门(12)包括门框(121)、保温件(122)和封盖(123),所述门框(121)靠近所述空腔(11)的一端设置有凹槽,所述保温件(122)设置在所述凹槽内,所述封盖(123)与所述凹槽配合卡接。
7.根据权利要求1所述的铝型材工艺时效炉,其特征在于,还包括送料装置(5),所述送料装置(5)与所述炉体(1)连接,所述送料装置(5)能够进入所述空腔(11)内。
8.根据权利要求7所述的铝型材工艺时效炉,其特征在于,所述送料装置(5)包括送料车(51)和移动滑轨(52),所述送料车(51)与所述移动滑轨(52)活动连接,所述移动滑轨(52)与所述炉体(1)连接,所述送料车(51)能够进入所述空腔(11)内。
9.根据权利要求8所述的铝型材工艺时效炉,其特征在于,所述送料车(51)上设置有前挡板(53)、后挡板(54)和滑动调节组件(55),所述滑动调节组件(55)设置在所述送料车(51)的左右两侧,所述前挡板(53)、后挡板(54)和滑动调节组件(55)之间围合形成一定位室。
10.根据权利要求9所述的铝型材工艺时效炉,其特征在于,所述滑动调节组件(55)包括调节槽(551)和滑动件(552),所述滑动件(552)设置在所述调节槽(551)内,所述滑动件(552)与所述调节槽(551)活动连接。
技术总结本技术提供了一种铝型材工艺时效炉,涉及铝合金加工技术领域,包括炉体以及冷却装置,所述炉体内开设有容纳铝型材的空腔,所述冷却装置与所述空腔连通;所述冷却装置包括冷却风机、进气管和出气管,所述冷却风机与所述进气管连接,所述进气管环绕所述炉体的顶部外侧设置,所述进气管与所述出气管连通,所述进气管上设置有若干个出气管,各出气管均匀等距设置在所述炉体内并与所述空腔连通;本技术的铝型材工艺时效炉能够有效缩短铝型材冷却的时间,同时保证铝型材在冷却时能够均匀冷却。技术研发人员:张建伟受保护的技术使用者:佛山市兆热工业炉科技有限公司技术研发日:20231013技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9734.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表