一种薄板坯连铸机减少卷渣的方法与流程
- 国知局
- 2024-06-20 14:12:15
本发明涉及钢铁冶金,尤其涉及一种薄板坯连铸机减少卷渣的方法。
背景技术:
1、在薄板坯连铸机的生产过程中,随着拉速的不断提升,目前已达到超过6米/分钟的高速,这无疑提高了生产效率。然而,这种高速生产也带来了新的挑战,尤其是在钢水洁净度控制不佳、拉速变化导致的非稳态浇注条件以及结晶器冷却系统出现异常的情况下,连铸坯卷渣的风险显著增加。卷渣缺陷,即钢坯表面附着的氧化物,一直是影响带钢表面质量的关键因素。由于这些缺陷在后续加工过程中难以消除,且随着压下率的增加,卷渣缺陷可能会进一步放大。这不仅导致产品因表面质量不达标而降级,增加废品率,还可能影响产品的按时交付,甚至在极端情况下,引发铸机漏钢或轧机堆钢等安全事故。因此,如何有效控制和减少卷渣缺陷,成为了连铸机生产中亟待解决的技术难题。
技术实现思路
1、本发明实施例通过提供一种薄板坯连铸机减少卷渣的方法,解决了现有技术中连铸机出现卷渣缺陷的技术问题,实现了减小卷渣导致的事故,提高了产品质量。
2、为解决上述技术问题,本发明提供了如下技术方案:
3、第一方面,本发明公开了一种薄板坯连铸机减少卷渣的方法,包括:
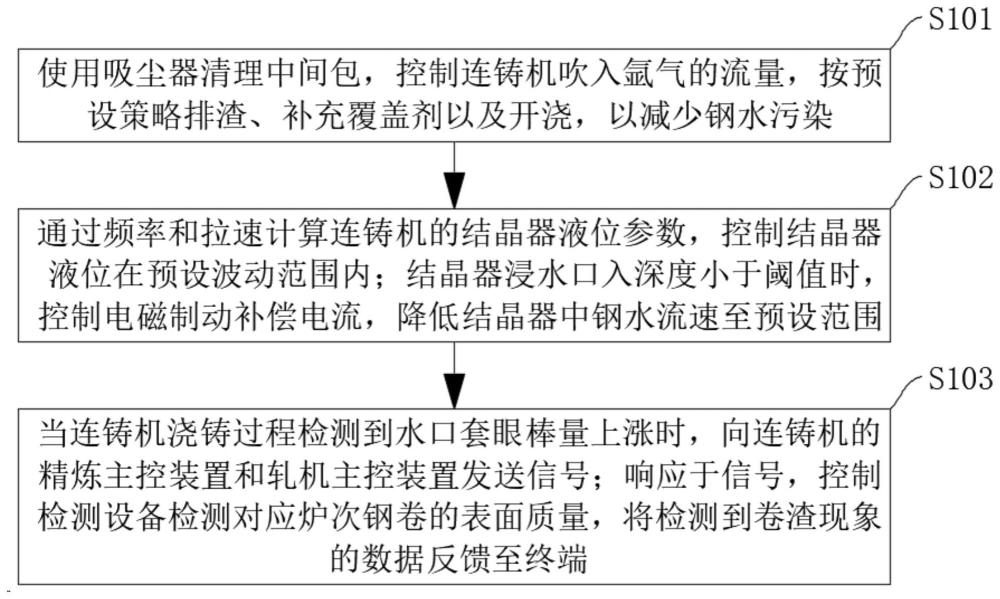
4、使用吸尘器清理中间包内的颗粒物,控制上述连铸机吹入氩气的流量,按预设策略排渣、补充覆盖剂以及开浇,以减少钢水污染;
5、通过频率和拉速计算上述连铸机的结晶器液位参数,控制上述结晶器液位在预设波动范围内;上述结晶器浸水口入深度小于阈值时,控制电磁制动补偿电流,降低结晶器中钢水流速至预设范围;
6、当上述连铸机浇铸过程检测到水口套眼棒量上涨时,向上述连铸机的精炼主控装置和轧机主控装置发送信号;响应于上述信号,控制检测设备检测对应炉次钢卷的表面质量,将检测到卷渣现象的数据反馈至终端。
7、可选的,上述控制上述连铸机吹入氩气的流量的步骤,还包括:
8、在上述连铸机开机前,向上述连铸机的中间包内吹入氩气,直至氧化性气体体积分数降至阈值以下,以提高中间包内气体置换效率。
9、可选的,上述控制上述连铸机吹入氩气的流量的步骤,还包括:
10、控制上述连铸机的大包长水口吹氩流量至预设范围,以减少氩气冲击区液面翻腾。
11、可选的,上述按预设策略排渣、补充覆盖剂以及开浇的步骤,具体包括:
12、当上述连铸机开机第二炉开浇后,对上述中间包进行排渣,并重新加入覆盖剂;
13、每炉更换上述长水口的密封圈,每预设数量炉次排渣一次,若检测到从钢水包流入中间包中的钢渣,则提示排渣;
14、当开机炉次中间包吨位大于预设重量时,打开塞棒开浇;
15、当检测到渣量比大于预设百分比时,减少上述中间包下渣量,直至上述渣量比低于上述预设百分比。
16、可选的,上述通过频率和拉速计算上述连铸机的结晶器液位参数的步骤,具体包括:
17、对于固定频率的液位波动,根据频率和拉速计算产生液位波动的位置,通过增加预设二次冷却的强度,以避免高频液位波动。
18、可选的,上述控制上述结晶器液位在预设波动范围内的步骤,还包括:
19、对上述结晶器的浸入式水口利用激光对中,避免钢水发生偏流。
20、可选的,上述降低结晶器中钢水流速至预设范围之后,还包括:
21、在连铸机刚开始运行时,当检测到套眼现象,则开启抖棒,通过振动消除套眼。
22、可选的,上述方法还包括:
23、在上述结晶器检查阶段,控制点检棒端部在液渣层活动,以减少点检棒棒头与钢水接触导致卷渣。
24、可选的,上述方法还包括:
25、在开浇初期涨拉速阶段,基于楔形判废原则,根据铸坯的形状和尺寸,对铸坯进行判废;
26、基于判废数据确定对应的浇注长度阈值;控制浇注长度在达到上述浇注长度阈值之前,完成冷钢和渣条的处理。
27、可选的,上述方法还包括:
28、在以上述结晶器浸入式水口为中心的预设区域内,采用挑渣辊长辊由外向内挑取液渣,以覆盖所有位置;
29、在上述结晶器内远离浸入式水口的区域内,利用直角挑渣棍挑取液渣;实时获取上述直角挑渣棍的状态,当上述直角挑渣棍发生振动时,判定为挑渣操作的最大深度。
30、本发明中提供的一个或多个技术方案,至少具有如下技术效果或优点:
31、本发明中的技术方案,旨在减少卷渣缺陷,提高铸坯质量。而在连铸过程中,确保铸坯质量对于后续轧制工序至关重要。首先,通过使用吸尘器清理中间包内的颗粒物,可以有效地减少钢水在流动过程中携带的杂质,从而降低卷渣的产生。其次,控制连铸机吹入氩气的流量,按照预设的策略进行排渣、补充覆盖剂以及开浇操作。这些措施有助于减少钢水在浇注过程中的污染,确保钢水的纯净度,从而提高铸坯的整体质量。此外,通过精确控制结晶器内的液位,使其保持在预设的波动范围内,可以进一步降低卷渣发生的概率。这不仅减少了带出品的数量,提高了产线的产品合格率,而且减少了因卷渣导致的安全事故风险。同时,本方案还包括对连铸机浇铸过程中水口套眼棒量的检测,以及利用检测设备对相应炉次钢卷的表面质量进行监控。通过将检测到的卷渣现象数据反馈至终端,可以及时发现并修补板坯连铸机的质量问题,从而提高最终产品的表面质量。
技术特征:1.一种薄板坯连铸机减少卷渣的方法,其特征在于,所述方法包括:
2.如权利要求1所述的方法,其特征在于,所述控制所述连铸机吹入氩气的流量的步骤,还包括:
3.如权利要求2所述的方法,其特征在于,所述控制所述连铸机吹入氩气的流量的步骤,还包括:
4.如权利要求3所述的方法,其特征在于,所述按预设策略排渣、补充覆盖剂以及开浇的步骤,具体包括:
5.如权利要求1所述的方法,其特征在于,所述通过频率和拉速计算所述连铸机的结晶器液位参数的步骤,具体包括:
6.如权利要求5所述的方法,其特征在于,所述控制所述结晶器液位在预设波动范围内的步骤,还包括:
7.如权利要求1所述的方法,其特征在于,所述降低结晶器中钢水流速至预设范围之后,还包括:
8.如权利要求1~7任一项所述的方法,其特征在于,所述方法还包括:
9.如权利要求8所述的方法,其特征在于,所述方法还包括:
10.如权利要求9所述的方法,其特征在于,所述方法还包括:
技术总结本发明公开了一种薄板坯连铸机减少卷渣的方法,其包括:使用吸尘器清理中间包,控制连铸机吹入氩气的流量,按预设策略排渣、补充覆盖剂以及开浇,以减少钢水污染;通过频率和拉速计算连铸机的结晶器液位参数,控制结晶器液位在预设波动范围内;结晶器浸水口入深度小于阈值时,控制电磁制动补偿电流,降低结晶器中钢水流速至预设范围;当连铸机浇铸过程检测到水口套眼棒量上涨时,向连铸机的精炼主控装置和轧机主控装置发送信号;响应于信号,控制检测设备检测对应炉次钢卷的表面质量,将检测到卷渣现象的数据反馈至终端。通过减小卷渣现象的发生,减小卷渣导致的事故,并提高了产品质量。技术研发人员:武宝文,吉猛,王皓,马硕,王胜东,吕伟亮,武海硕,张建华,王赵然,赵继伟,陈汇丰,聂英男,李继新,胡显堂受保护的技术使用者:首钢京唐钢铁联合有限责任公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9777.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表