一种优化选区激光熔化铜合金成型性的工艺的制作方法
- 国知局
- 2024-06-20 14:13:25
本发明涉及铜合金成型性,具体为一种优化选区激光熔化铜合金成型性的工艺。
背景技术:
1、铜及其合金因其具有优异的性能被广泛应用于各种工业产品,尤其是因其具有良好的导电性和导热性而被广泛用于各种高要求场合。随着科学技术的发展,工业产品对其形状和产品结构也提出了更高的要求,形状的改变往往可以带来更高性能的提升。因此,近年来研究的增材制造技术就显得尤为重要,适用于制造形状复杂的物体。铜合金的增材制造主要通过选区激光熔化(slm)、激光熔覆、冷喷涂以及激光金属沉积等。基于slm成型铜及其合金一直是被广泛关注的应用领域,但是局限于目前金属slm设备使用的激光器波长均在900-1200nm之间,但是铜在此波段的吸收率只有10%,所以基于目前现有的slm设备成型铜及其合金是非常困难的。目前也有很多研究使用绿光和蓝光波段的激光器成型铜及其合金,局限于目前激光器的技术和成本,想要在工业产品上应用还比较困难。
2、目前通过在铜及其合金中添加纳米颗粒(ti2b、碳纳米管等)以及表面镀层来增强其机械性能和成型性,但是对slm成型铜及其合金的致密度以及相关性能提升不明显。铁基合金和镍基合金在近红外波段具有良好的增材制造可成型性,并且具有更优的机械性能,有望通过在铜及其合金粉末中机械混合添加相关的铁基合金粉末或镍基合金粉末来提高slm成型性好机械性能。
3、当前对于铜基合金增材制造的问题:
4、(1)蓝光、绿光激光器所需成本高,设备机型少,不利于当前主流900-1200nm激光器打印机型的更改,需重新配置新的振镜、保护镜、激光系统等配件、成本较高;
5、(2)掺杂纳米颗粒(sic、tib2、al2o3等陶瓷颗粒、碳纳米管、石墨烯等)增强铜基合金增材制造所需混合技术要求高(多采用为湿法球磨、超声共振、声共振等)成本大,不易大批量生产,且纳米颗粒尺寸小,比表面积大,易团聚、形成杂质;
6、(3)铜基合金的打印成型致密度较低,表现出的机械性能较差。
7、目前铜粉具有高反射率、高热传导率和高熔点的特性,因此需要大功率的激光实现slm成型铜部件,铜过大的激光反射可能损坏成型设备的光学元件,带来较大的经济损失。针对相关技术问题,尚未提出解决方案。
技术实现思路
1、针对相关技术中的问题,本发明提出的一种优化选区激光熔化铜合金成型性的工艺,以克服现有相关技术所存在的上述技术问题,本发明的目的是解决了目前选区激光熔化设备难打印铜或者铜合金的问题,同时提高了slm成型的部件性能,为选区激光熔化成型铜基体材料提供方案,减少颗粒分散成本,省去细小颗粒团聚风险,更稳定的成型;混合金属粉末提高了铜基合金的激光吸收率,减少激光反射,提高打印件致密度,提高材料力学性能。
2、为实现上述目的,本发明提供如下技术方案:
3、一种优化选区激光熔化铜合金成型性的工艺,包括以下以下步骤:
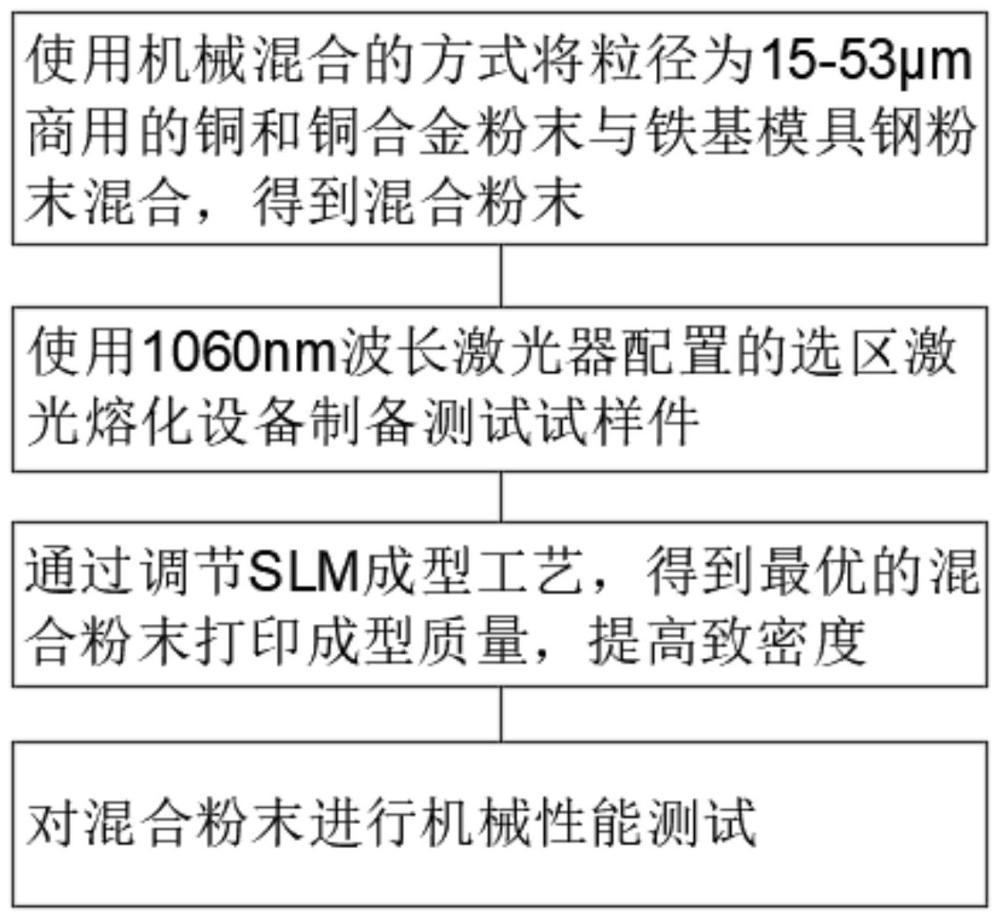
4、步骤一:使用机械混合的方式将粒径为15-53μm商用的铜和铜合金粉末与铁基模具钢粉末混合,得到混合粉末;
5、步骤二:使用1060nm波长激光器配置的选区激光熔化(slm)设备制备测试试样件;
6、步骤三:通过调节slm成型工艺,得到最优的混合粉末打印成型质量,提高致密度;
7、步骤四:对混合粉末进行机械性能测试。
8、优选的,所述步骤一中,铜和铜合金粉末与铁基模具钢粉末的比例为9:1,混合转速为100-400转/min。
9、优选的,所述步骤三中,slm成型工艺包括激光功率、线扫描速度、铺粉厚度、激光线间距和光斑尺寸。
10、优选的,所述铺粉厚度为0.025mm,所述激光线间距为0.08mm,所述光斑尺寸为0.01mm,所述激光功率为275w,所述线扫描速度为850mm/s。
11、与现有技术相比,本发明的有益效果是:
12、(1)本发明为一种优化选区激光熔化铜合金成型性的工艺,通过机械混合的方式将相关的铁基合金粉末或镍基合金粉末与铜或铜合金粉末进行混合,在不改变铜及其合金材料性能的基础上寻求最佳的混合比例,改善材料在近红外波段的激光吸收率;
13、(2)本发明为一种优化选区激光熔化铜合金成型性的工艺,通过调节slm成型工艺(激光功率、扫描速度、铺粉厚度、激光线间距、光斑尺寸等),得到最优的混合粉末打印成型质量,提高致密度;
14、(3)本发明为一种优化选区激光熔化铜合金成型性的工艺,解决了目前选区激光熔化设备难打印铜或者铜合金的问题,同时提高了slm成型的部件性能,为选区激光熔化成型铜基体材料提供方案;减少颗粒分散成本,省去细小颗粒团聚风险,更稳定的成型;混合金属粉末提高了铜基合金的激光吸收率,减少激光反射,提高打印件致密度,提高材料力学性能。
技术特征:1.一种优化选区激光熔化铜合金成型性的工艺,其特征在于,包括以下以下步骤:
2.根据权利要求1所述的一种优化选区激光熔化铜合金成型性的工艺,其特征在于:所述步骤一中,铜和铜合金粉末与铁基模具钢粉末的比例为9:1,混合转速为100-400转/min。
3.根据权利要求1所述的一种优化选区激光熔化铜合金成型性的工艺,其特征在于:所述步骤三中,slm成型工艺包括激光功率、线扫描速度、铺粉厚度、激光线间距和光斑尺寸。
4.根据权利要求3所述的一种优化选区激光熔化铜合金成型性的工艺,其特征在于:所述铺粉厚度为0.025mm,所述激光线间距为0.08mm,所述光斑尺寸为0.01mm,所述激光功率为275w,所述线扫描速度为850mm/s。
技术总结本发明涉及铜合金成型性技术领域,具体公开了一种优化选区激光熔化铜合金成型性的工艺,包括以下以下步骤:使用机械混合的方式将粒径为15‑53μm商用的铜和铜合金粉末与铁基模具钢粉末混合,得到混合粉末;使用1060nm波长激光器配置的选区激光熔化设备制备测试试样件;通过调节SLM成型工艺,得到最优的混合粉末打印成型质量;对混合粉末进行机械性能测试。本发明解决了目前选区激光熔化设备难打印铜或者铜合金的问题,同时提高了SLM成型的部件性能,为选区激光熔化成型铜基体材料提供方案,减少颗粒分散成本,省去细小颗粒团聚风险,更稳定的成型;混合金属粉末提高了铜基合金的激光吸收率,减少激光反射,提高打印件致密度,提高材料力学性能。技术研发人员:钱滨,程忠辉,邱建荣,秦嬉嬉,陈天豪受保护的技术使用者:宁波匠心快速成型技术有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9823.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表