一种解决旋转电极制粉棒材跳动问题的装置和方法与流程
- 国知局
- 2024-06-20 14:16:33
本发明涉及高温合金棒材,特别涉及一种解决旋转电极制粉棒材跳动问题的装置和方法。
背景技术:
1、在目前的高温合金粉末材料制造领域,一般通过prep制粉设备(如图1)使用车加工后的高温合金光亮棒材来制得3d打印粉末(旋转电极制粉工艺),再通过激光打印设备(激光熔覆工艺)来生产航空航天、医用等领域的配件。生产制造的源头材料就是高温合金母合金棒材,母合金棒材原料成本高昂,同时对生产设备和制造工艺要求也极为苛刻:常规生产的高温合金棒,铸造模具在高温下容易变形,生产的铸棒坯也存在较大变形弯曲,对车光加工有很大影响,成品率较低。目前的解决措施是增加加工余量来保障车光棒材的成品率,该方法材料浪费严重,加工费用高昂:通过对高温合金毛坯棒材直接进行加工,棒材存在1-6mm的弯曲间隙,设计直径加工余量在单边3mm,加工时,棒材弯曲较大,车削余量较大,加工损耗较多,材料浪费也会增加。另外,由于高温合金棒材表面硬度较高,洛氏硬度在35-38 hrc之间,机加工车削量增加对机加工费用也相应会增加,不利于成本降低。同时使用金属管模具生产的高温合金棒材,内部存在冷却收缩后ø1-7mm不等的二次缩孔,棒子弯曲容易导致加工后的棒材内部缩孔出现偏离,在后续旋转电极工艺制粉时就会出现棒材跳动,动平衡不在可控范围内,进而导致设备损坏和制粉率较低等问题。同时高温合金棒材属于高成本材料,制粉跳动不合格,增加了较高生产成本,并导致制粉设备出现安全事故。
技术实现思路
1、发明目的:针对现有技术中存在的问题,本发明提供了一种解决旋转电极制粉棒材跳动问题的装置和方法,可以提高高温合金棒材加工成品率,同时对旋转电极制粉的动平衡控制有很好的效果,能够有效降低材料的加工损耗、降低生产成本和提高prep工艺制粉成品率。
2、技术方案:本发明提供了一种解决旋转电极制粉棒材跳动问题的装置,包括机架,所述机架从上至下依次设置固定平台和校直平台,传动机构固定于固定平台上,所述校直平台相对所述固定平台的平面上设置有支撑座以及与所述支撑座配套设置的支撑座滑轨,所述传动机构的输出端向下穿过固定平台连接压头,所述压头位于支撑座上方。
3、进一步地,所述压头的内槽形状为与棒材外径匹配的弓形。
4、进一步地,所述支撑座的凹槽形状为与棒材外径匹配的v型。
5、进一步地,所述支撑座的数量为两个及以上。
6、进一步地,所述支撑座滑轨为条状滑轨。
7、进一步地,所述机架上还设置有控制器。
8、本发明还提供一种旋转电极制粉棒材跳动问题的方法,包括以下步骤:
9、s1. 将高温合金铸造毛坯棒材研磨抛光,然后利用上述任一项所述的装置进行校直处理:
10、将研磨抛光后的高温合金铸造毛坯棒材放置在所述装置的支撑座上,检测其弯曲程度,同时调整各支撑座之间的间距,控制传动机构,使传动机构下方的压头下压,对棒材弯曲处进行校直处理,校直处理后的棒材的弯曲间隙不超0.5mm;
11、s2. 对校直处理后的棒材进行车削加工;
12、s3. 对车削加工后的棒材进行尺寸检测;
13、s4. 把尺寸检测合格的棒材装夹到prep制粉设备卡盘上,控制旋转速度为22000-30000 r/min,进行旋转电极工艺制粉。
14、进一步地,s1中,检测弯曲程度的具体方法为:旋转棒材并使用直角尺紧贴所述棒材外圆,进而检测所述棒材的弯曲程度。
15、进一步地,s2中,所述车削加工的具体步骤为:利用车床对校直处理后的棒材一端的底部中心处钻孔,然后使用车床顶针顶住钻孔处,校直处理后的棒材的另一端用三爪卡盘夹紧,接着使用合金车刀对校直处理后的棒材的表面及上下端面进行车削加工;
16、s3中,所述尺寸检测的具体步骤为:将车削加工后的棒材置于检测平台上,对其直径、长度、圆跳动、端面垂直度和粗糙度进行检测。
17、有益效果:与现有技术相比,本发明为一种解决旋转电极制粉棒材跳动问题的装置和方法,可以提高高温合金棒材加工成品率,同时对旋转电极制粉的动平衡控制有很好的效果,能够有效降低材料的加工损耗、降低生产成本和提高prep工艺制粉成品率,其具体有益效果如下:
18、本发明提供的方法,通过对高温合金棒材坯料先进行校直处理,再进行后续的车削加工和制粉,一方面,预先校直处理使得后续车削加工无需预留较多的车削余量,可降低高温合金棒材坯料的直径加工余量至单边1.5mm以内,降低加工费用;另一方面,预先校直处理可以调整坯料内部缩孔,保证坯料内部缩孔在轴线上,保证制粉过程中棒材动平衡达到标准,解决棒材旋转电极制粉时的跳动问题,提高prep工艺制粉的成品率,降低生产成本;
19、本发明提供的方法可以保证棒材直线度在0.5mm以内,减少毛坯棒材的弯曲度,提升车加工成品率;
20、本发明提供的装置可快速实现对棒材的校直处理:装置上压头下口呈现“弓形”,可以有效匹配棒材外径使其紧密卡住棒材,校直时不会造成棒材弹出造成安全事故;动力机构采用低压油缸,利于校直时压头动力稳步驱动和操作安全,不会造成棒材报废;设计“v形”支撑座,支撑座安插在条状滑轨上,可以调整不同长度区间,用于校直不同规格和不同长度的高温合金棒材,另外,“v形”支撑座既可以作为支撑,也可用于棒材的直线弯曲检测;
21、本发明提供的装置制造成本较低,可实现批量使用。
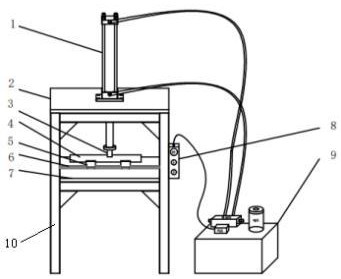
技术特征:1.一种解决旋转电极制粉棒材跳动问题的装置,其特征在于:包括机架(10),所述机架(10)从上至下依次设置固定平台(2)和校直平台(7),传动机构(1)固定于固定平台(2)上,所述校直平台(7)相对所述固定平台(2)的平面上设置有支撑座(5)以及与所述支撑座(5)配套设置的支撑座滑轨(6),所述传动机构(1)的输出端向下穿过固定平台(2)连接压头(3),所述压头(3)位于支撑座(5)上方。
2.根据权利要求1所述的解决旋转电极制粉用高温合金车加工棒材跳动的装置,其特征在于:所述压头(3)的内槽形状为与棒材外径匹配的弓形。
3.根据权利要求1所述的解决旋转电极制粉用高温合金车加工棒材跳动的装置,其特征在于:所述支撑座(5)的凹槽形状为与棒材外径匹配的v型。
4.根据权利要求1所述的解决旋转电极制粉用高温合金车加工棒材跳动的装置,其特征在于:所述支撑座(5)的数量为两个及以上。
5.根据权利要求1所述的解决旋转电极制粉用高温合金车加工棒材跳动的装置,其特征在于:所述支撑座滑轨(6)为条状滑轨。
6.根据权利要求1-5中任一项所述的解决旋转电极制粉用高温合金车加工棒材跳动的装置,其特征在于:所述机架(10)上还设置有控制器(8)。
7.一种旋转电极制粉棒材跳动问题的方法,其特征在于,包括以下步骤:
8.根据权利要求7所述的解决旋转电极制粉用高温合金车加工棒材跳动的方法,其特征在于:s1中,检测弯曲程度的具体方法为:旋转棒材并使用直角尺紧贴所述棒材外圆,进而检测所述棒材的弯曲程度。
9.根据权利要求7所述的解决旋转电极制粉用高温合金车加工棒材跳动的方法,其特征在于:s2中,所述车削加工的具体步骤为:利用车床对校直处理后的棒材一端的底部中心处钻孔,然后使用车床顶针顶住钻孔处,校直处理后的棒材的另一端用三爪卡盘夹紧,接着使用合金车刀对校直处理后的棒材的表面及上下端面进行车削加工。
10.根据权利要求7所述的解决旋转电极制粉用高温合金车加工棒材跳动的方法,其特征在于:s3中,所述尺寸检测的具体步骤为:将车削加工后的棒材置于检测平台上,对其直径、长度、圆跳动、端面垂直度和粗糙度进行检测。
技术总结本发明涉及高温合金棒材制造技术领域,公开了一种解决旋转电极制粉棒材跳动问题的装置和方法,该装置包括机架,所述机架从上至下依次设置固定平台和校直平台,传动机构通过所述固定平台设置在机架上,所述传动机构的输出端连接压头,所述校直平台相对所述固定平台的平面上设置有支撑座以及与所述支撑座配套设置的支撑座滑轨,所述传动机构连接动力机构。本发明可以提高高温合金棒材加工成品率,同时对旋转电极制粉的动平衡控制有很好的效果,能够有效降低材料的加工损耗、降低生产成本和提高PREP工艺制粉成品率。技术研发人员:吴闯,彭伟平,卢华东,金开锋,王超,罗前进受保护的技术使用者:江苏奇纳新材料科技有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9926.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
上一篇
一种铝锭模的制作方法
下一篇
返回列表