一种柴油发动机缸体内壁打磨工艺的制作方法
- 国知局
- 2024-06-20 14:17:21
本发明属于发动机缸体加工领域,具体的说是一种柴油发动机缸体内壁打磨工艺。
背景技术:
1、在柴油发动机缸体的加工过程中,为了提升缸孔表面质量,改善缸体与活塞之间的摩擦状况,需要在缸孔内壁上打磨出缸孔网纹,其中一种加工方法为使用珩磨机对柴油发动机缸体内壁进行打磨,其工作原理是珩磨机中的珩磨头一边旋转,一边作直线上下往复运动,珩磨头上的油石在向外胀出压力作用下,在缸体内壁上去除磨屑,磨出螺旋形交叉网纹磨痕。
2、公开号为cn112372504b的一项专利申请公开了一种发动机缸孔珩磨加工方法,包括以下步骤:通过定位夹具对缸体进行定位,通过夹紧装置夹紧缸体顶部,通过冷却液对缸体缸孔进行喷淋和冲刷;珩磨加工开始前,对珩磨刀具进行校准,同时设置缸孔珩磨加工的目标值;珩磨刀具在缸孔中完成贴靠,对缸孔进行珩磨加工。本发明在珩磨加工过程中,对珩磨涨刀压力和涨刀进给速度分段顺次控制,兼顾珩磨加工效率和珩磨加工质量。
3、上述技术方案还存在一些问题,珩磨刀具中的油石在长时间使用后产生磨损,由于柴油发动机的缸体多采用铸铁材质,在打磨加工过程中,缸体的铸铁材质会产生油泥等杂质,这些杂质有可能进入珩磨头内部,附着在油石上,不仅会加剧油石的磨损,导致油石表面出现凹陷等问题,甚至可能导致涨刀机构损坏失效,影响到工作效率,上述技术方案并未有效的解决这些问题。
4、为此,本发明提供一种柴油发动机缸体内壁打磨工艺。
技术实现思路
1、为了弥补现有技术的不足,解决背景技术中所提出的至少一个技术问题。
2、本发明解决其技术问题所采用的技术方案是:本发明所述的一种柴油发动机缸体内壁打磨工艺,包括以下步骤:
3、步骤一、将待加工的缸体固定在珩磨机的机体上,通过冷却液对缸体内壁进行喷淋和冲刷;
4、步骤二、对珩磨刀具进行校准,同时设置缸体内壁珩磨加工的目标值;
5、步骤三、完成珩磨刀具的校准后,将珩磨刀具伸入到缸体中,对缸体内壁进行珩磨,以形成珩磨网纹;
6、步骤四、珩磨过程中需要清理珩磨刀具时,将珩磨刀具移出至缸体外侧,利用刮板对珩磨刀具进行刮刷清理;
7、步骤五、清理完珩磨刀具之后,检测珩磨刀具表面质量,如果检测出珩磨刀具表面异常,则对珩磨刀具进行维修更换,如果未检测出珩磨刀具表面异常,则继续使用该珩磨刀具进行珩磨工作;
8、步骤六、重复步骤三至步骤五,完成发动机缸体内壁的全部珩磨加工。
9、优选的,所述步骤五中,珩磨刀具的表面检测包括凹坑检测。
10、进一步的,为了提高柴油发动机缸体内壁打磨过程中油石的工作效果,对珩磨机进行了改进,在珩磨机中设置了刮板,刮板在对油石进行刮刷清理,提高油石清洁度的同时,还可对油石表面质量进行检测,以确保打磨过程中使用的为表面质量正常的油石,从而确保打磨效果。
11、优选的,所述步骤一中使用的珩磨机包括机体和珩磨刀具,珩磨刀具包括珩磨头和油石,所述珩磨头活动设在所述机体上,所述油石均布在所述珩磨头的外侧,所述机体中活动设有支座,所述支座整体呈环形状,所述支座的纵截面呈c形状,珩磨刀具从所述支座内部穿过,所述支座中设有若干组对所述油石进行清理的清理机构:
12、所述清理机构包括:固接在所述支座内部的料座;活动插接在所述料座中的密封板;固接在所述密封板上的刮板。
13、优选的,所述珩磨头的环侧设有定位凹槽,所述支座上设有自锁机构,所述支座的底端设有定位件,所述定位件的底端呈锥形状,所述定位件的顶端插入所述珩磨头环侧的定位凹槽内部。
14、优选的,所述支座的内部转动设有外转环,所述外转环中设有若干斜槽,所述清理机构还包括固接在所述料座上的第一凸杆;所述第一凸杆贯穿所述斜槽。
15、优选的,还包括若干组检测机构,所述检测机构包括:活动插接在所述料座端部的活塞杆;填充在所述料座内部的填充物,所述活塞杆与所述密封板之间通过所述填充物进行传动;设在所述支座内的警示器,所述活塞杆向珩磨刀具的方向移动后与所述警示器接触并触发所述警示器。
16、优选的,所述料座的内外两侧分别设有阔口段和窄口段,所述活塞杆活动插接在所述窄口段内部,所述阔口段靠近珩磨刀具,所述密封板活动插接在所述阔口段内部,所述密封板和所述活塞杆上均设有推动弹簧。
17、优选的,所述支座的内部转动设有内转环,所述内转环中设有若干滑槽,所述检测机构还包括:设在所述刮板上的卡齿;滑动设在所述支座内的卡板,所述卡板用于固定住所述刮板;固接在所述卡板顶端的第二凸杆,所述第二凸杆贯穿所述滑槽。
18、优选的,所述检测机构还包括设在所述内转环上的压板,所述内转环旋转后,通过所述压板带动所述密封板外移。
19、优选的,所述检测机构还包括:固接在所述活塞杆上的支撑框;设在所述支撑框上的标记件,所述标记件位于所述密封板和珩磨刀具之间。
20、本发明的有益效果如下:
21、1.本发明所述的一种柴油发动机缸体内壁打磨工艺,通过在支座内设置刮板,当刮板固定在料座中时,刮板抵在油石表面并上下移动后,可对油石进行刮刷清理,将附着在油石上的杂质刮除,提高油石的自身清洁度,降低油石的磨损,且可提高油石对缸体内壁的打磨效果;解除刮板的固定状态后,推动弹簧对刮板提供向油石方向移动的作用力,可用来检测油石表面是否有凹坑缺陷,刮板可同时起到对油石进行清理和检测的功能,省去了设置清理系统和检测系统两种系统的麻烦,使用方便。
22、2.本发明所述的一种柴油发动机缸体内壁打磨工艺,通过在料座上设置阔口段和窄口段,配合上填充物和推动弹簧的作用,在检测油石表面缺陷时,可将活塞杆的位移行程放大,改善了因行程较小而容易误触发警示器的问题。
23、3.本发明所述的一种柴油发动机缸体内壁打磨工艺,在对油石进行表面质量检测时,如果油石表面出现凹坑缺陷,对应的活塞杆向内移动,该活塞杆带动标记件内移,在该油石表面留下标记,因此,工作人员可及时的确认产生缺陷的油石,省去了工作人员将珩磨头拆下之后再次查找具有缺陷的油石的麻烦,使用方便,另外,由于活塞杆的位移行程较大,因此,标记件的位移行程也较大,可同时避免对油石产生⑤标记的问题。
技术特征:1.一种柴油发动机缸体内壁打磨工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种柴油发动机缸体内壁打磨工艺,其特征在于:所述步骤五中,珩磨刀具的表面检测包括凹坑检测。
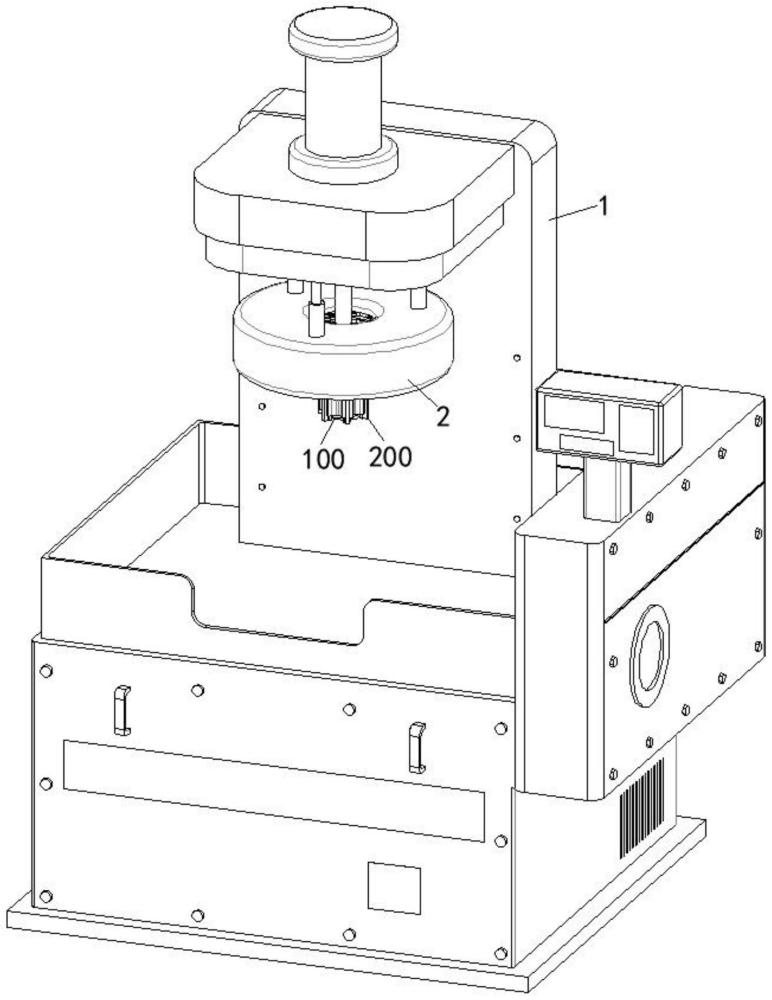
3.根据权利要求2所述的一种柴油发动机缸体内壁打磨工艺,其特征在于:所述步骤一中使用的珩磨机包括机体(1)和珩磨刀具,珩磨刀具包括珩磨头(100)和油石(200),所述珩磨头(100)活动设在所述机体(1)上,所述油石(200)均布在所述珩磨头(100)的外侧,所述机体(1)中活动设有支座(2),所述支座(2)整体呈环形状,所述支座(2)的纵截面呈c形状,珩磨刀具从所述支座(2)内部穿过,所述支座(2)中设有若干组对所述油石(200)进行清理的清理机构(3),所述清理机构(3)包括:
4.根据权利要求3所述的一种柴油发动机缸体内壁打磨工艺,其特征在于:所述珩磨头(100)的环侧设有定位凹槽(300),所述支座(2)上设有自锁机构,所述支座(2)的底端设有定位件(21),所述定位件(21)的底端呈锥形状,所述定位件(21)的顶端插入所述珩磨头(100)环侧的定位凹槽(300)内部。
5.根据权利要求4所述的一种柴油发动机缸体内壁打磨工艺,其特征在于:所述支座(2)的内部转动设有外转环(4),所述外转环(4)中设有若干斜槽(41),所述清理机构(3)还包括固接在所述料座(31)上的第一凸杆(34);所述第一凸杆(34)贯穿所述斜槽(41)。
6.根据权利要求5所述的一种柴油发动机缸体内壁打磨工艺,其特征在于:还包括若干组检测机构(5),所述检测机构(5)包括:
7.根据权利要求6所述的一种柴油发动机缸体内壁打磨工艺,其特征在于:所述料座(31)的内外两侧分别设有阔口段(311)和窄口段(312),所述活塞杆(51)活动插接在所述窄口段(312)内部,所述阔口段(311)靠近珩磨刀具,所述密封板(32)活动插接在所述阔口段(311)内部,所述密封板(32)和所述活塞杆(51)上均设有推动弹簧(6)。
8.根据权利要求7所述的一种柴油发动机缸体内壁打磨工艺,其特征在于:所述支座(2)的内部转动设有内转环(7),所述内转环(7)中设有若干滑槽(71),所述检测机构(5)还包括:
9.根据权利要求8所述的一种柴油发动机缸体内壁打磨工艺,其特征在于:所述检测机构(5)还包括设在所述内转环(7)上的压板(57),所述内转环(7)旋转后,通过所述压板(57)带动所述密封板(32)外移。
10.根据权利要求9所述的一种柴油发动机缸体内壁打磨工艺,其特征在于:所述检测机构(5)还包括:
技术总结本发明属于发动机缸体加工技术领域,具体的说是一种柴油发动机缸体内壁打磨工艺,使用的珩磨机包括机体和珩磨刀具,所述机体中活动设有支座,所述支座整体呈环形状,所述支座的纵截面呈C形状,珩磨刀具从所述支座内部穿过,所述支座中设有若干组清理机构和检测机构;通过在支座内设置刮板,当刮板固定在料座中时,刮板抵在油石表面并上下移动后,可对油石进行刮刷清理,将附着在油石上的杂质刮除,提高了油石对缸体内壁的打磨效果;解除刮板的固定状态后,推动弹簧对刮板提供向油石方向移动的作用力,可用来检测油石表面是否有凹坑缺陷,刮板可同时起到对油石进行清理和检测的功能,省去了设置清理系统和检测系统两种系统的麻烦,使用方便。技术研发人员:朱兴龙,尹咏,张薛东,陈正扣,赵军受保护的技术使用者:扬州晶玖汽车配件有限公司技术研发日:技术公布日:2024/6/5本文地址:https://www.jishuxx.com/zhuanli/20240619/9960.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表