一种圆件多件重复装夹免对刀治具的制作方法
- 国知局
- 2024-07-17 13:22:38
本技术属于治具,尤其是涉及一种圆件多件重复装夹免对刀治具。
背景技术:
1、在圆件多件加工时,由于圆件往往不易定位,在实际加工中往往需要花费大量时间进行圆件的架设和固定,停机时间长,极为影响机台的使用率;而且,现有的加工的多为单件加工,加工效率很低,重复装夹也会增大装夹误差的产生概率,影响加工品质。
技术实现思路
1、本实用新型为了克服现有技术的不足,提供一种提高加工效率、保证生产质量的圆件多件重复装夹免对刀治具。
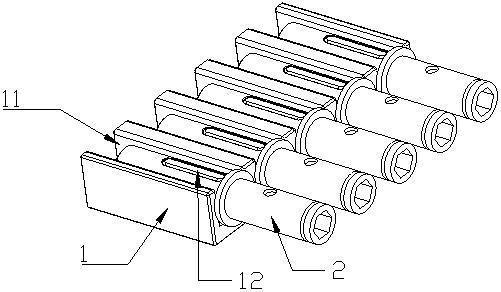
2、为了实现上述目的,本实用新型采用以下技术方案:一种圆件多件重复装夹免对刀治具,其上装夹有圆件,包括主体,所述主体上开设有装夹槽,所述装夹槽沿主体的长度方向上均匀间隔设置有有多个且装夹槽呈互相平行设置,所述装夹槽内设有定位块,所述圆件上开设有定位孔,当圆件装夹于所述定位孔内时,所述定位孔配合套接于所述定位块上。
3、优选的,所述定位块为条形块,其长度方向与所述圆件的轴线方向一致。
4、优选的,所述定位块的顶部设有圆倒角。
5、优选的,所述定位块的高度不大于所述位于定位孔内的圆件的轴段高度。
6、优选的,所述定位块垂直固接于所述装夹槽的底面上。
7、优选的,所述装夹槽的顶部槽沿上设有圆倒角。
8、优选的,所述装夹槽为半开口槽或两边开口的长槽。
9、优选的,所述装夹槽槽口形状为矩形或u形结构。
10、优选的,当圆件上设有轴肩时,所述定位块距离圆件轴肩的距离大于所述定位块距离装夹槽侧槽口的距离。
11、本实用新型的技术效果为:通过本实用新型的结构设置,可实现多个圆件加工同时架设装夹,减少重复对刀和架设时间,大大减少停机状态,提升加工效率和机台使用率。
技术特征:1.一种圆件多件重复装夹免对刀治具,其上装夹有圆件(2),其特征在于:包括主体(1),所述主体(1)上开设有装夹槽(11),所述装夹槽(11)沿主体(1)的长度方向上均匀间隔设置有有多个且装夹槽(11)呈互相平行设置,所述装夹槽(11)内设有定位块(12),所述圆件(2)上开设有定位孔,当圆件(2)装夹于所述定位孔内时,所述定位孔配合套接于所述定位块(12)上。
2.根据权利要求1所述的一种圆件多件重复装夹免对刀治具,其特征在于:所述定位块(12)为条形块,其长度方向与圆件(2)的轴线方向一致。
3.根据权利要求1所述的一种圆件多件重复装夹免对刀治具,其特征在于:所述定位块(12)的顶部设有圆倒角。
4.根据权利要求1所述的一种圆件多件重复装夹免对刀治具,其特征在于:所述定位块(12)的高度不大于所述位于定位孔内的圆件(2)的轴段高度。
5. 根据权利要求1所述的一种圆件多件重复装夹免对刀治具,其特征在于: 所述定位块(12)垂直固接于所述装夹槽(11)的底面上。
6.根据权利要求1所述的一种圆件多件重复装夹免对刀治具,其特征在于:所述装夹槽(11)的顶部槽沿上设有圆倒角。
7.根据权利要求1所述的一种圆件多件重复装夹免对刀治具,其特征在于:所述装夹槽(11)为半开口槽或两边开口的长槽。
8.根据权利要求1所述的一种圆件多件重复装夹免对刀治具,其特征在于:所述装夹槽(11)槽口形状为矩形或u形结构。
9.根据权利要求1所述的一种圆件多件重复装夹免对刀治具,其特征在于:当圆件(2)上设有轴肩时,所述定位块(12)距离圆件(2)轴肩的距离大于所述定位块(12)距离装夹槽(11)侧槽口的距离。
技术总结本技术公开了一种圆件多件重复装夹免对刀治具,其上装夹有圆件,包括主体,所述主体上开设有装夹槽,所述装夹槽沿主体的长度方向上均匀间隔设置有有多个且装夹槽呈互相平行设置,所述装夹槽内设有定位块,所述圆件上开设有定位孔,当圆件装夹于所述定位槽内时,所述定位孔配合套接于所述定位块上;通过本技术的结构设置,可实现多个圆件加工同时架设装夹,减少重复对刀和架设时间,大大减少停机状态,提升加工效率和机台使用率。技术研发人员:刘启周,黄伟,吴华伟,王中豪,季文彬,李俊生受保护的技术使用者:周口耕德电子有限公司技术研发日:20231007技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/109202.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。