一种新能源车用高强度铆接螺母成型模具的制作方法
- 国知局
- 2024-07-17 13:30:01
本技术属于模具,具体涉及一种新能源车用高强度铆接螺母成型模具。
背景技术:
1、压铆螺母又叫铆螺母,自扣紧螺母,是应用于薄板或钣金上的一种螺母,外形呈圆形,一端带有压花齿及导向槽。其原理是通过压花齿压入钣金的预置孔位,一般而言预置孔的孔径略小于压铆螺母的压花齿,通过压力使压铆螺母的花齿挤入板内使预置孔的的周边产生塑性变形,变形物被挤入导向槽,从而产生锁紧的效果。
2、近些年来,新能源车发展的如火如荼,将压铆螺母应用在新能源车领域是现有技术。但是,新能源车由于安全性的要求,对于压铆螺母的要求相比于传统油车要更高。现有技术中使用的螺母一般都是焊接螺母,这种焊接螺母强度不高,由于焊接工艺的复杂性,导致成本居高不下,并且不环保、通用性差,有时在使用中还会出线开裂,在生产制造过程中很容易因缺料而造成尺寸不良的情况发生,因此,不能充分保证产品成型的稳定性。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种新能源车用高强度铆接螺母成型模具。
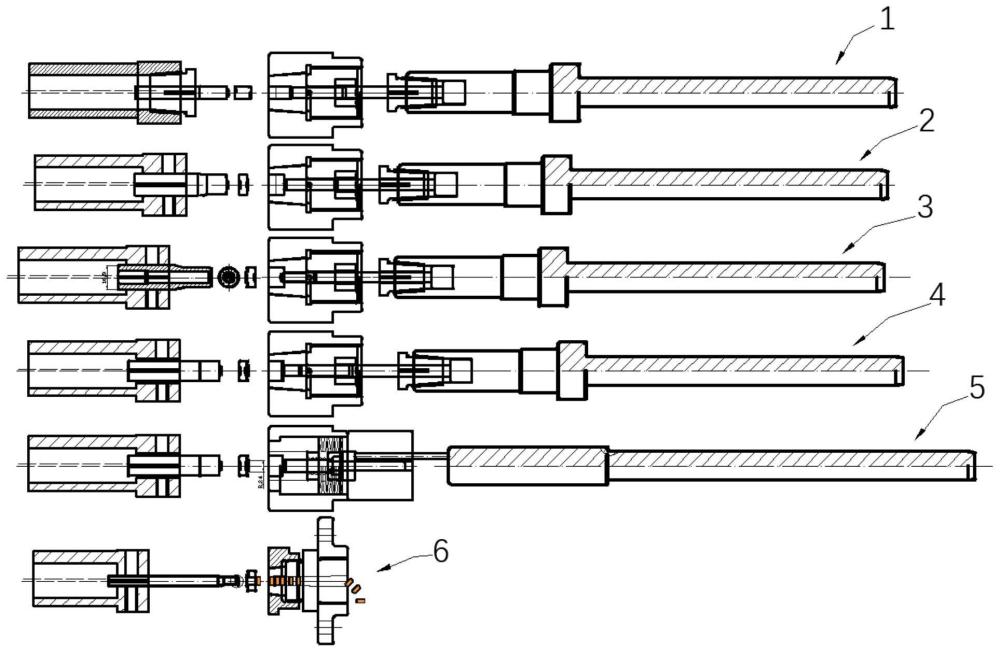
2、为了实现上述目的,本实用新型采用了如下技术方案:一种新能源车用高强度铆接螺母成型模具,包括第一模具、第二模具、第三模具、第四模具、第五模具和第六模具,所述第一模具包括第一倒角压制机构,所述第一倒角压制机构用以将螺母坯料压制出第一道倒角,以此形成第一模工艺料;所述第二模具包括第二倒角压制机构,所述第二倒角压制机构用以将第一模工艺料压制出第二道倒角,所述第一道倒角和所述第二道倒角分别由螺母坯料的两个面向内压制而成,以此形成第二模工艺料;所述第三模具包括法兰盘压制机构,所述法兰盘压制机构将第二模工艺料压制出法兰盘,以此形成第三模工艺料;所述第四模具包括扩孔机构,所述扩孔机构将第三模工艺料的深度进行扩大,以此形成第四模工艺料;所述第五模具包括扩张机构,所述扩张机构用以将第四模工艺料的倒角沿着径向的反方向进行扩张,使得第四模工艺料的倒角变大,以此形成第五模工艺料;所述第六模具包括钻孔和攻丝机构,所述钻孔和攻丝机构将第五模工艺料沿着轴向进行钻孔和攻丝,以此形成铆接螺母。
3、在本技术的一个实施例中,所述第一模具包括第一冲模、第一中间模和第一不动模,所述第一冲模包括第一冲模主体、第一固持件和第一冲模杆,所述第一固持件和所述第一冲模主体通过键连接的方式固定连接在一起,所述第一冲模杆通过键连接的方式和所述第一固持件固定装配在一起,以此使得所述第一冲模杆固定安装在所述第一冲模主体上,所述第一冲模杆的端部设置有第一倒角压制部,所述第一倒角压制部自所述第一冲模杆的端部凸出;所述第一中间模包括第一中间模主体、第一中间模芯和第一中间引导件,所述第一中间模主体具有前后贯通的通孔,所述第一中间模芯通过所述第一中间模主体的通孔固定安装在所述第一中间模芯的内部,所述中间模芯前后贯通,形成一通孔,螺母坯料被塞至所述第一中间模芯的一个通孔中;所述第一不动模包括第一不动模主体、第一不动模固持件和第一不动模杆,所述第一不动模固持件和所述第一不动模主体通过键连接的方式固定连接在一起,所述第一不动模杆通过键连接和所述第一不动模固持件固定装配在一起;所述第一不动模杆插进所述第一中间模芯的另外一个通孔中,并且所述第一不动模杆和螺母坯料抵接在一起;所述第一冲模的第一冲模杆向所述第一中间模中的螺母坯料进行冲压,以此形成具有第一倒角的第一模工艺料。
4、在本技术的一个实施例中,所述第一倒角压制机构包括所述第一冲模杆、所述第一中间模和所述第一不动模杆。
5、在本技术的一个实施例中,所述第二模具包括第二冲模、第二中间模和第二不动模,所述第二冲模包括第二冲模主体和第二冲模杆,所述第二冲模杆和所述第二冲模主体通过键连接的方式固定连接在一起,所述第二冲模杆的端部设置有第二倒角压制部,所述第二倒角压制部自所述第二冲模杆的端部凸出;所述第二中间模的结构与所述第一中间模的结构相同;所述第二不动模的结构与所述第一不动模的结构相同。
6、在本技术的一个实施例中,所述第二倒角压制机构包括第二冲模杆、所述第二中间模和所述第二不动模。
7、在本技术的一个实施例中,所述第三模具包括第三冲模、第三中间模和第三不动模,所述第三不动模和所述第三中间模固定装配在一起,所述第三冲模包括第三冲模主体、第三法兰盘压制件和第三冲模杆,所述第三法兰盘压制件和所述第三冲模主体通过键连接的方式固定装配在一起,所述第三冲模杆和所述第三法兰盘压制件通过键连接的方式固定装配在一起;所述第三法兰盘压制件具有肩部,所述肩部形成于所述第三法兰盘压制件的端部;所述第三冲模杆包括第三倒角部,所述第三倒角部自所述第三冲模杆的端部向外凸出,所述第三倒角部和第二模工艺料的倒角抵接在一起,所述第三法兰盘压制件将第二模工艺料压制出法兰盘,以此形成第三模工艺料;所述第三中间模与所述第二中间模结构相同;所述第三不动模和所述第二不动模的结构相同;所述法兰盘压制机构包括第三法兰盘压制件、所述第三冲模杆、所述第三中间模和所述第三不动模。
8、在本技术的一个实施例中,所述第四模具包括第四不动模、第四中间模和第四冲模,所述第四不动模和所述第四中间模抵接在一起,所述第四冲模和所述第四中间模滑动连接在一起;所述第四不动模的结构与所述第三冲模的结构相同;所述第四中间模的结构与所述第三中间模的结构相同;所述第四冲模包括第四冲模主体、第四连接件和第四冲模杆,所述第四连接件和所述第四冲模主体通过键连接固定连接在一起,所述第四冲模杆和所述第四连接件固定连接在一起;所述第四冲模杆包括扩孔部,所述扩孔部自所述第四冲模杆的端部向外凸出,所述扩孔部用以对第三模工艺料的倒角深度进行扩张;所述扩孔机构包括所述第四冲模杆和所述中间模。
9、在本技术的一个实施例中,所述第五模包括第五不动模、第五中间模和第五冲模,所述第五不动模和所述第四不动模的结构相同,所述第五中间模包括第五中间模主体、第五固持件、第五中间模杆和回位弹簧,所述第五固持件固定安装在所述第五中间模主体内部,所述第五中间模杆滑动插接在所述第五固持件中,所述第五固持件的一端固定夹持有第四模工艺料,所述回位弹簧套设在所述第五中间模杆上,按压所述中间模杆,所述回位弹簧被压缩;所述第五冲模包括第五冲模主体和第五冲模杆,所述第五冲模杆和所述第五冲模主体固定连接;所述扩张机构包括所述第五中间模杆、所述回位弹簧和所述第五冲模。
10、在本技术的一个实施例中,所述第六模具包括第六冲模和第六不动模,所述第六不动模将第五模工艺料固定夹持住,所述第六冲模包括第六冲模主体和第六冲模杆,所述第六冲模杆和所述第六冲模主体通过键连接的方式固定连接在一起,所述第六冲模杆的端部设置有钻孔和攻丝部,所述钻孔和攻丝部用以将第五模工艺料进行钻孔和攻丝;所述钻孔和攻丝机构包括所述第六冲模杆和所述第六不动模。
11、本技术的有益效果是:本技术提供的新能源车用高强度铆接螺母成型模具能够有效避免产品开裂、缺料和尺寸不良的情况发生,充分保证产品成型的稳定性,由此模具制造出来的产品强度高、成本低、环保、通用性强。
本文地址:https://www.jishuxx.com/zhuanli/20240711/110072.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表