带有螺纹中心孔的圆柱零件外形轮廓数控铣削加工用夹具的制作方法
- 国知局
- 2024-07-17 13:30:33
本技术属于工装领域,具体涉及带有螺纹中心孔的圆柱零件外形轮廓数控铣削加工用夹具。
背景技术:
1、生产中经常加工的一些零件,需要在柱状件侧壁上加工平面或者复杂外形轮廓,通常加工时需要借助工装夹具辅助完成,传统加工方法有两种:一种是在虎钳上以圆柱状工件外圆作为基准进行加工,每个工件需夹持4次才能完成,每次的加工基准都不一样,多次装夹会造成加工的精度难以保证。另一种是将工件安装在机床的第四轴旋转分度头上加工,每次夹持一个工件要分角度进行加工,操作过程繁琐。以上两种加工方法都不能实现多个工件同时进行加工,加工效率较低,不适用于批量生产,并且只能加工平面,无法完成柱体上复杂外形轮廓加工。
2、公开号为cn202278412u的专利公开了一种中心带有内螺纹通孔轴类零件的自制工装,该装置为两阶状的螺杆,使用时将圆柱状工件套装在大径段上,并通过安装在小径段的六方螺母紧固,大径段端头卡在车床使用的自定心三爪卡盘中心。但是该工装只适合在车床上进行轴类零件的加工,且仅能加工外形轮廓是圆形的零件,而不能加工外形轮廓是平面或非圆类的零件。
3、公开号为cn215919093u的专利公开了一种在数控车床上将圆柱形工件外圆面加工成平面的装置,该装置是在在刀架托板的上面安装辅助加工机构,辅助加工机构包括安装在刀架托板上的伺服电机,伺服电机通过电源线同数控车床内的控制器相连接;在伺服电机轴的左侧设有飞刀盘安装台,飞刀盘安装台的左侧设有螺纹;用轴端锁紧螺母通过螺纹将穿装在飞刀盘安装台上的飞刀盘紧固住,飞刀盘上装有刀具。该装置实现了通常只能在铣床上完成的加工工序,提高了生产效率,但是只能将圆柱形零件外圆面加工成平面,不能加工复杂外轮廓,也不能实现多工位加工,效率不高,局限性太大。
4、为此,需要设计一种新的夹具,便于在铣床上加工带有内螺纹中心孔的圆柱状工件的复杂外轮廓面。
技术实现思路
1、本实用新型的目的在于解决现有技术圆柱零件复杂外形轮廓加工中采用的工装实用性差、加工精度和效率低的不足,而提供了一种带有螺纹中心孔的圆柱零件外形轮廓数控铣削加工用夹具。
2、为了实现上述目的,本实用新型的技术方案是:
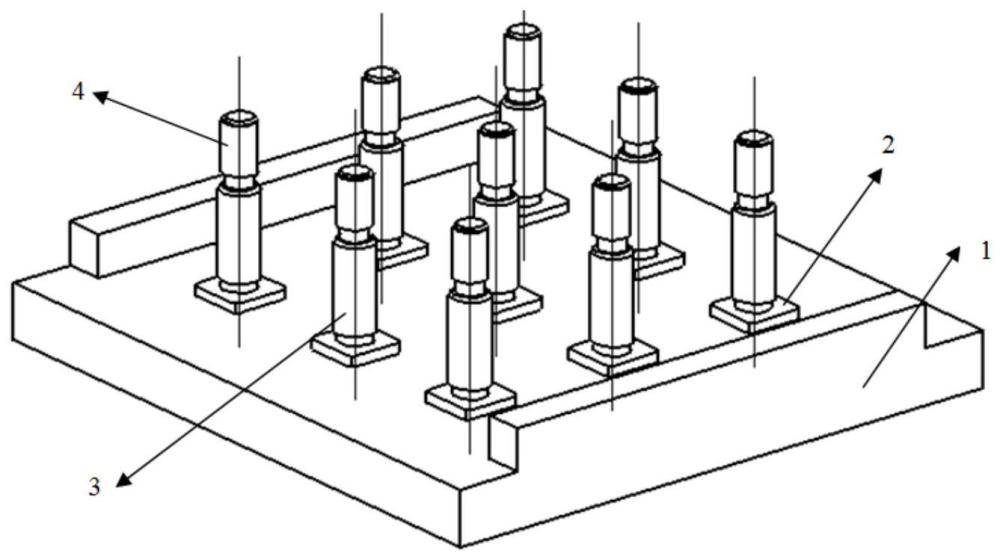
3、带有螺纹中心孔的圆柱零件外形轮廓数控铣削加工用夹具,其特别之处在于,包括基座1、凸台2、螺杆结构和紧固件;
4、所述基座1与数控铣床工作台固连;
5、所述基座1上表面均布有多个凸台2,所述凸台2径向尺寸小于成型后圆柱零件径向尺寸;
6、所述凸台2中部竖直固定有螺杆结构,所述螺杆结构由上至下包括小螺杆4和大螺杆3;
7、所述螺杆结构的轴向尺寸大于圆柱零件和紧固件的轴向总尺寸;
8、所述圆柱零件同轴安装在大螺杆3上,且圆柱零件下表面与所述凸台2上表面接触;
9、所述紧固件同轴安装在小螺杆4,以将圆柱零件轴向限位。
10、进一步的,所述凸台2外形轮廓与成型后圆柱零件外形轮廓相同。
11、进一步的,所述凸台2的厚度为3mm~5mm。
12、进一步的,所述凸台(2)径向尺寸小于成型后圆柱零件径向尺寸0.5mm。
13、进一步的,所述大螺杆3根部设有环形凹槽,确保圆柱状毛坯件9下端面能够完全贴合在凸台2的上表面上;
14、所述小螺杆4根部设有环形凹槽,用于确保螺纹的完整性及紧固件能够拧紧到位。
15、进一步的,所述大螺杆3的轴向尺寸等于圆柱零件轴向尺寸的2/3。
16、进一步的,所述紧固件为压紧螺母,所述压紧螺母与圆柱零件顶部之间还安装有垫圈,避免划伤圆柱零件表面
17、进一步地,所述基座1上表面两端平行对称设有长方形凸台,位于数控铣床工作台t型槽中的压紧组件能够压紧长方形凸台顶部,以将基座竖向压紧在数控铣床工作台上。
18、进一步地,所述基座、凸台和螺杆结构通过金属板件在数控加工中心上一体加工而成。
19、本实用新型的效果是:
20、1、本实用新型在基座上设置二阶状螺杆凸台,待加工圆柱状工件配合套装在大径段,通过小径段上的安装的压紧螺母对工件轴向压紧作用,实现对圆柱状工件的可靠固定,防止零件加工时因受到外力而发生转动,保证了加工精度。
21、2.本实用新型基座上设有多个可以装夹工件的台阶螺杆凸台,能够实现多个工件的同时装卡、同时固定,实现多线程同时加工。采用传统方式在虎钳上以圆柱状工件外圆作为基准进行加工,每个工件需夹持4次才能完成,大概需1个小时完成,采用本实用新型夹具进行铣削加工,1小时内可以加工完成5件,加工效率大大提高。
22、3.通过在压紧螺母与零件顶部之间安装垫片,能够避免划伤圆柱状工件表面,确保了零件加工质量。
23、4.本实用新型夹具制作成本低,只需要使用一块金属板料通过数控设备一次性加工而成,并且对于同一规格圆柱零件可重复使用。
技术特征:1.带有螺纹中心孔的圆柱零件外形轮廓数控铣削加工用夹具,其特征在于,包括基座(1)、凸台(2)、螺杆结构和紧固件;
2.根据权利要求1所述数控铣削加工用夹具,其特征在于,所述凸台(2)外形轮廓与成型后圆柱零件外形轮廓相同。
3.根据权利要求2所述数控铣削加工用夹具,其特征在于,所述凸台(2)的厚度为3mm~5mm。
4.根据权利要求3所述数控铣削加工用夹具,其特征在于:所述凸台(2)径向尺寸小于成型后圆柱零件径向尺寸0.5mm。
5.根据权利要求1所述数控铣削加工用夹具,其特征在于,所述大螺杆(3)根部和小螺杆(4)根部设有环形凹槽。
6.根据权利要求5所述数控铣削加工用夹具,其特征在于,所述大螺杆(3)的轴向尺寸等于圆柱零件轴向尺寸的2/3。
7.根据权利要求1所述数控铣削加工用夹具,其特征在于,所述紧固件为压紧螺母,所述压紧螺母与圆柱零件顶部之间还安装有垫圈。
8.根据权利要求1所述数控铣削加工用夹具,其特征在于,所述基座(1)上表面两端平行对称设有长方形凸台,位于数控铣床工作台t型槽中的压紧件能够压紧长方形凸台顶部,以将基座竖向压紧在数控铣床工作台上。
9.根据权利要求1-5任一所述数控铣削加工用夹具,其特征在于,所述基座(1)、凸台(2)和螺杆结构通过金属板件在数控加工中心上一体加工而成。
技术总结本技术提供带有螺纹中心孔的圆柱零件外形轮廓数控铣削加工用夹具,包括基座、凸台、螺杆结构和紧固件;基座与数控铣床工作台固连;基座上表面均布有多个凸台,凸台外形轮廓与圆柱零件成型后外形轮廓相同,且凸台中部竖直固定有螺杆结构,螺杆结构由上至下包括大螺杆和小螺杆;大螺杆用于紧固安装圆柱零件,小螺杆用于安装紧固件,通过紧固件将圆柱零件轴向限位。采用该夹具可以实现多个工件的同时装卡、同时固定,实现多线程同时加工,大大提高了带有螺纹通孔的圆柱形工件外形的加工效率,并且能够对工件轴向可靠压紧加工,加工精度高。技术研发人员:李志强,高知红,赵君亚,李清良,薛亚儒,巩学峰,皮振杰,王超敏受保护的技术使用者:西安昆仑工业(集团)有限责任公司技术研发日:20231123技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/110119.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表