一种方向盘发泡成型模具的制作方法
- 国知局
- 2024-07-17 13:44:41
本技术涉及方向盘加工成型工艺及其配套生产设备,特别涉及一种方向盘发泡成型模具。
背景技术:
1、发泡成型模具就是塑料发泡模具,其英文名称为foaming mould。在一般的发泡成型模具操作过程中,通常是将发泡性树脂直接填入模具内,使其受热熔融,形成气液饱和溶液,再通过成核作用,形成大量微小泡核,随着泡核的增长,最终制成泡沫塑料件的成品。
2、具体到目前现有的方向盘发泡模具而言,其组件结构一般分为上模、下模,发泡作业前先清理模具,在模腔等对应位置喷涂脱模剂,然后实施合模,在上下模合模后,对模腔中进行注塑发泡,并保压固化,使模腔中成型的方向盘可靠定型,最后开模,以便将成型后的方向盘取出。
3、然而,虽然上述现有的常规发泡模具能够满足方向盘注塑发泡成型的生产需求,但其上下模合模后的模腔形状恒定,故而一套模具仅能用于生产一种规格的方向盘,若需进行不同规格的方向盘生产,则必须更换相应适配的模具方可实施成型工艺。
4、相应地,用于生产方向盘的发泡成型模具的体积一般较大,尺寸规格并不便于频繁搬运和工位切换,故而在实际操作中,若需进行不同规格的方向盘生产,就势必需要花费较多的人力和时间来更换相应的成型模具,这不仅降低了整体生产效率,也增加了工作人员的劳动强度。
5、此外,为了生产多种规格的方向盘而不得不准备多套对应的配套模具,也增加了整体的生产成本。
6、有鉴于此,如何使多种规格的方向盘的发泡成型加工更加便捷高效,降低工作人员的劳动强度及整体生产成本是本领域技术人员目前需要解决的重要技术问题。
技术实现思路
1、本实用新型的目的是提供一种方向盘发泡成型模具,该方向盘发泡成型模具能够有效提高方向盘的生产效率,且其操作简便快捷,能够适应多种规格的方向盘加工需求,有效降低了工作人员的劳动强度,并能够降低多种规格的方向盘生产加工成本。
2、为解决上述技术问题,本实用新型提供一种方向盘发泡成型模具,包括模具本体,所述模具本体的内部具有能够成型方向盘的主体结构件的主型腔,所述模具本体上还设置有与所述主型腔连通以供发泡树脂通入主型腔内的注料口;
3、所述模具本体上拆装设置有辅助集成模块,所述辅助集成模块上具有能够成型方向盘的差异化结构件的集成差异型腔,所述集成差异型腔与所述主型腔相连通。
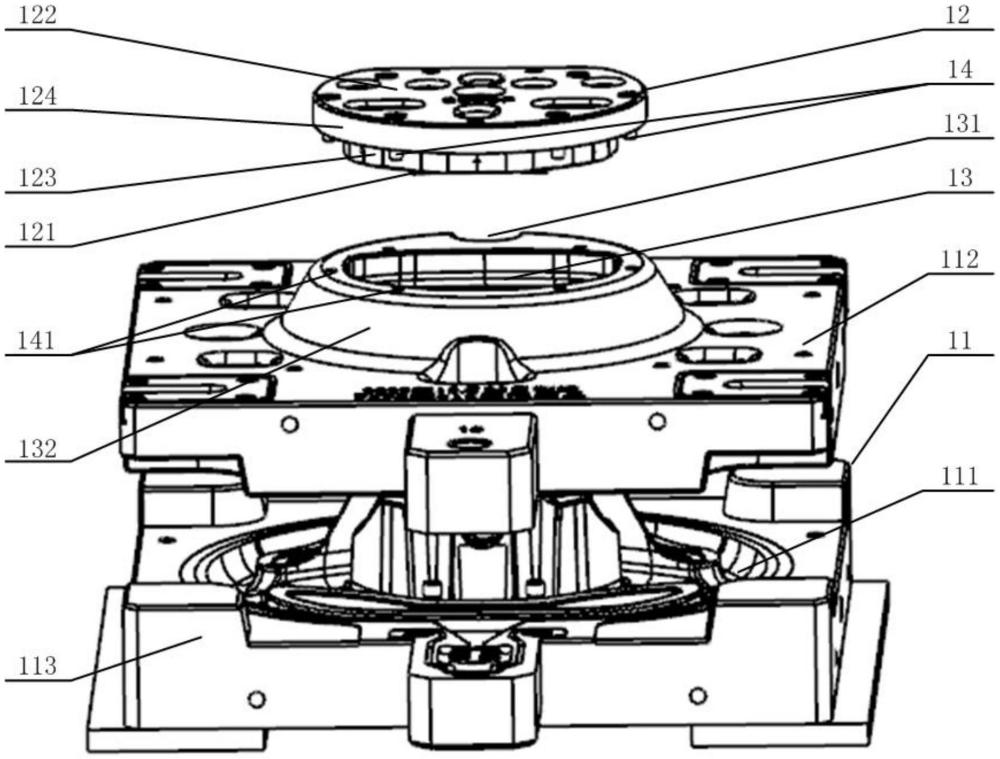
4、优选地,所述模具本体包括开合适配的上模与下模,所述辅助集成模块可拆装地设置于所述上模上。
5、优选地,所述上模的中部具有定位组件,所述定位组件包括供所述辅助集成模块对位插入的定位止口,以及将所述辅助集成模块固定于所述上模上的紧固件。
6、优选地,所述辅助集成模块包括对位封装于所述定位止口上的基板,以及凸出设置于所述基板的内侧主延展面上的成型凸台,所述集成差异型腔位于所述成型凸台上朝向所述主型腔的外壁上。
7、优选地,所述基板的外周部具有沿其主延展面的延伸方向凸出于所述成型凸台的外周部的环形凸台,所述环形凸台与所述定位止口的外端面相抵。
8、优选地,所述定位组件还包括位于所述定位止口的外端面边沿部的定位缺口,所述环形凸台上具有能够对位嵌入所述定位缺口的定位凸块。
9、优选地,所述上模的顶面上凸出设置有定位凸台,所述定位凸台的外径自其根部至其顶部递减,所述定位止口位于所述定位凸台的顶部。
10、优选地,所述紧固件为能够贯穿所述辅助集成模块并螺纹连接于所述上模上的紧固螺栓。
11、相对上述背景技术,本实用新型所提供的方向盘发泡成型模具,其装配连接及操作使用过程中,将辅助集成模块对位组装于模具本体上,并保证二者结合处的精确对位和可靠密封,从而使集成差异型腔与主型腔可靠连通为一体连通的型腔结构,之后,可由注料口处将发泡树脂注入主型腔及集成差异型腔,直至发泡树脂将主型腔和集成差异型腔充满,完成注料作业,之后可通过保压固化作业,使主型腔和集成差异型腔内的发泡材料定型。其中,主型腔内发泡材料定型后得到的是主盘体和主支撑结构等方向盘的主体结构件,而集成差异型腔中的发泡材料定型后得到的,则是功能性按键区域或者具有特殊设计结构的局部构造件等,这些均为不同规格的方向盘之间存在结构差异的部分部件。由此,利用相互连通的集成差异型腔与主型腔同步注料,从而将这些差异部件与主体结构件一体发泡成型,得到方向盘整体成型件,待开模后,即可将整体成型的方向盘完整取出,以便后续加工处理之用。若需对当前加工的方向盘规格进行更改,只需将当前的辅助集成模块由模具本体上拆下,再将适配下一方向盘产品加工规格的辅助集成模块对位组装于模具本体上并密封到位,即可完成模具的规格变更,之后重复上述注料及成型作业工序,即可顺利实施另一规格的方向盘的发泡成型作业;其中,新换装的辅助集成模块上的集成差异型腔,即能够加工成型得到匹配新的方向盘产品的差异化部件,而主型腔中成型得到的仍为方向盘主体结构部件,该主体结构部件与之前生产的另一规格的方向盘结构相比并未发生结构改变,故而仅需对辅助集成进行对应更换,即可完成对多种规格的方向盘的批量生产和连续加工。由此可见,本方案中所述的方向盘发泡成型模具无需对模具进行整体更换,即可通过换装对应规格的辅助集成模块,实现对不同规格的方向盘产品的加工成型和批量生产,大幅提高了多规格方向盘产品的加工效率,降低了多规格方向盘的生产成本,且生产过程中无需工作人员频繁搬运整体模具,从而有效降低了工作人员的劳动强度。
12、在本实用新型的另一优选方案中,所述模具本体包括开合适配的上模与下模,所述辅助集成模块可拆装地设置于所述上模上。通过上模与下模的对位扣合和拆分,即可对应实现所述方向盘发泡成型模具的合模和开模作业。而将辅助集成模块拆装布置于上模,能够无需举升或翻转模具即可完成辅助集成模块的拆卸和组装,大幅降低辅助集成模块的拆装操作效率和作业精度,降低工作人员的劳动强度,使整体工艺生产效率得以相应提高。
技术特征:1.一种方向盘发泡成型模具,其特征在于,包括模具本体,所述模具本体的内部具有能够成型方向盘的主体结构件的主型腔,所述模具本体上还设置有与所述主型腔连通以供发泡树脂通入主型腔内的注料口;
2.如权利要求1所述的方向盘发泡成型模具,其特征在于,所述模具本体包括开合适配的上模与下模,所述辅助集成模块可拆装地设置于所述上模上。
3.如权利要求2所述的方向盘发泡成型模具,其特征在于,所述上模的中部具有定位组件,所述定位组件包括供所述辅助集成模块对位插入的定位止口,以及将所述辅助集成模块固定于所述上模上的紧固件。
4.如权利要求3所述的方向盘发泡成型模具,其特征在于,所述辅助集成模块包括对位封装于所述定位止口上的基板,以及凸出设置于所述基板的内侧主延展面上的成型凸台,所述集成差异型腔位于所述成型凸台上朝向所述主型腔的外壁上。
5.如权利要求4所述的方向盘发泡成型模具,其特征在于,所述基板的外周部具有沿其主延展面的延伸方向凸出于所述成型凸台的外周部的环形凸台,所述环形凸台与所述定位止口的外端面相抵。
6.如权利要求5所述的方向盘发泡成型模具,其特征在于,所述定位组件还包括位于所述定位止口的外端面边沿部的定位缺口,所述环形凸台上具有能够对位嵌入所述定位缺口的定位凸块。
7.如权利要求3所述的方向盘发泡成型模具,其特征在于,所述上模的顶面上凸出设置有定位凸台,所述定位凸台的外径自其根部至其顶部递减,所述定位止口位于所述定位凸台的顶部。
8.如权利要求3所述的方向盘发泡成型模具,其特征在于,所述紧固件为能够贯穿所述辅助集成模块并螺纹连接于所述上模上的紧固螺栓。
技术总结本技术公开了一种方向盘发泡成型模具,包括模具本体,所述模具本体的内部具有能够成型方向盘的主体结构件的主型腔,所述模具本体上还设置有与所述主型腔连通以供发泡树脂通入主型腔内的注料口;所述模具本体上拆装设置有辅助集成模块,所述辅助集成模块上具有能够成型方向盘的差异化结构件的集成差异型腔,所述集成差异型腔与所述主型腔相连通。该方向盘发泡成型模具能够有效提高方向盘的生产效率,且其操作简便快捷,能够适应多种规格的方向盘加工需求,有效降低了工作人员的劳动强度,并能够降低多种规格的方向盘生产加工成本。技术研发人员:廖宝宇,甘芳艳,刘鹏,覃跃淳,邵心达受保护的技术使用者:柳州五菱新能源汽车有限公司技术研发日:20231016技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/111291.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表