狭窄式孔用挡圈装配工装的制作方法
- 国知局
- 2024-07-17 13:54:12
本技术涉及装配工装设备,具体涉及一种狭窄式孔用挡圈装配工装。
背景技术:
1、孔用挡圈主要用于设置在工件的内孔中,用作固定零部件的轴向运动,这类挡圈的外径比装配圆孔直径稍大。传统的孔用挡圈,都是采用卡簧钳,将钳嘴插入挡圈的钳孔内,再夹紧压缩挡圈,使得挡圈的外径变小,再将挡圈放入到工件内孔侧壁加工好的圆孔内槽处,再松开卡簧钳,使得挡圈涨开并卡入到圆孔内槽中,这种安装方式需要人工操作卡簧钳,安装操作相对费时费力,特别是对于一些狭窄部位或者孔径较小的空间内孔,上述卡簧钳装配的方式操作往往很难完成挡圈的安装。
技术实现思路
1、鉴于背景技术的不足,本实用新型所要解决的技术问题是提供一种用于解决上述问题的狭窄式孔用挡圈装配工装。
2、为此,本实用新型是采用如下方案来实现的:
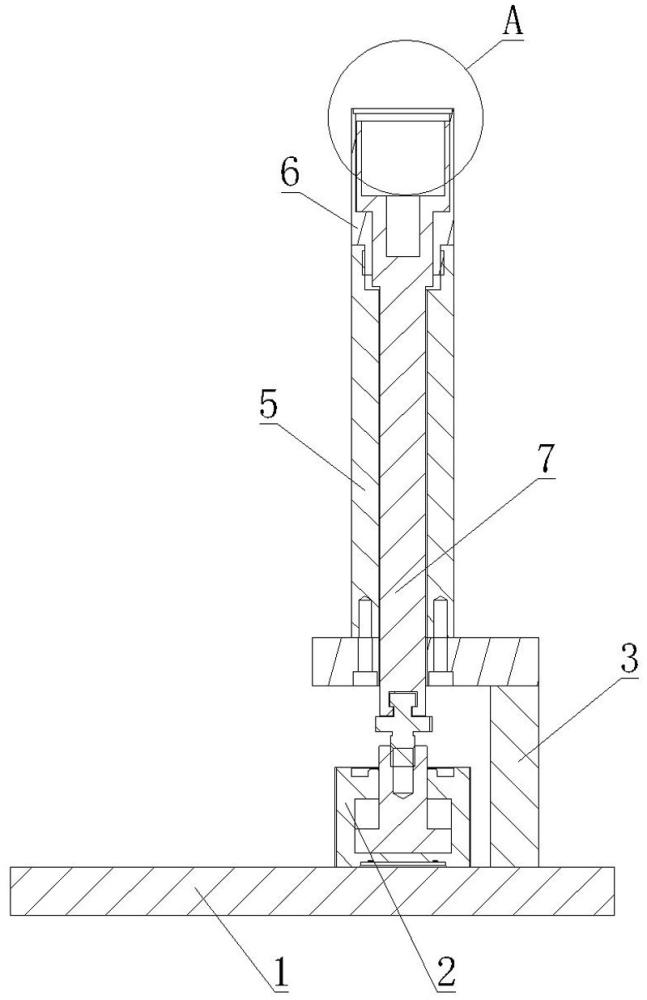
3、狭窄式孔用挡圈装配工装,其特征在于:包括套筒,在所述套筒内活动设置有顶杆,所述顶杆与移动驱动组件连接,所述套筒的一端设置有挡圈套,所述挡圈套的内圈可用于卡装压缩后的挡圈,所述挡圈套的内圈孔径小于工件上待安装挡圈内孔的孔径,所述顶杆可将挡圈套内压缩的挡圈顶入到工件上待安装挡圈内孔的挡圈安装槽内。
4、所述移动驱动组件包括气缸,所述气缸的活塞杆与所述顶杆连接。
5、所述挡圈套与套筒螺纹连接。
6、所述套筒固定设置在安装架上,所述安装架与底座固定连接。
7、所述气缸的缸体设置在底座上,所述气缸位于套筒的下方。
8、上述技术方案的狭窄式孔用挡圈装配工装,结构简单,设计合理,便于规模化推广使用;通过采用挡圈套实现挡圈的预压缩,使得挡圈的外径小于工件上安装挡圈内孔的孔径,再通过顶杆将压缩的挡圈顶入工件上安装挡圈的内孔,并在经过其内孔的圆孔内槽处,挡圈就可以自动卡入圆孔内槽完成挡圈的装配,有效取代了传统使用卡簧钳的装配方式,装配操作更加简单,省时省力,同时在一些狭窄部位以及工件内孔孔径较小时也可以快速、精准地完成挡圈的装配作业。
技术特征:1.狭窄式孔用挡圈装配工装,其特征在于:包括套筒(5),在所述套筒(5)内活动设置有顶杆(7),所述顶杆(7)与移动驱动组件连接,所述套筒(5)的一端设置有挡圈套(6),所述挡圈套(6)的内圈(8)可用于卡装压缩后的挡圈,所述挡圈套(6)的内圈(8)孔径小于工件上待安装挡圈内孔的孔径,所述顶杆(7)可将挡圈套(6)内压缩的挡圈顶入到工件上待安装挡圈内孔的挡圈安装槽内。
2.根据权利要求1所述的狭窄式孔用挡圈装配工装,其特征在于所述移动驱动组件包括气缸(2),所述气缸(2)的活塞杆与所述顶杆(7)连接。
3.根据权利要求1所述的狭窄式孔用挡圈装配工装,其特征在于所述挡圈套(6)与套筒(5)螺纹连接。
4.根据权利要求1所述的狭窄式孔用挡圈装配工装,其特征在于所述套筒(5)固定设置在安装架(3)上,所述安装架(3)与底座(1)固定连接。
5.根据权利要求2所述的狭窄式孔用挡圈装配工装,其特征在于所述气缸(2)的缸体设置在底座上,所述气缸(2)位于套筒(5)的下方。
技术总结本技术公开了狭窄式孔用挡圈装配工装,其特征在于:包括套筒(5),在所述套筒(5)内活动设置有顶杆(7),所述顶杆(7)与移动驱动组件连接,所述套筒(5)的一端设置有挡圈套(6),所述挡圈套(6)的内圈(8)可用于卡装压缩后的挡圈,所述挡圈套(6)的内圈(8)孔径小于工件上待安装挡圈内孔的孔径,所述顶杆(7)可将挡圈套(6)内压缩的挡圈顶入到工件上待安装挡圈内孔的挡圈安装槽内。本技术结构简单,设计合理,能够实现挡圈压缩后的自动化推入装配,取代了传统的卡钳装配的方式,装配操作简单,且更加便于挡圈在一些狭窄位置的安装。技术研发人员:薛松受保护的技术使用者:温州力邦企业有限公司技术研发日:20231122技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/112174.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表