卷制设备及泵车臂架生产线的制作方法
- 国知局
- 2024-07-17 13:57:38
本技术涉及板材工件加工设备,具体地涉及一种能够卷制具有s型截面部分的板材工件的卷制设备。在此基础上,本技术还涉及一种包括卷制设备的泵车臂架生产线。
背景技术:
1、在板材工件生产中,三辊卷板机或四辊卷板机等卷制设备常被用于卷制圆筒形板材工件,如专利文献ep3643421a1、jp2016153137a等分别公开了此类卷板机及其用于卷制圆筒形板材工件的卷制方法。在四辊卷板机中,下辊、前侧辊和后侧辊分别布置于低于上辊的位置处,通过使得上辊和下辊夹紧并转动为推送板材,同时将前侧辊和后侧辊调整至适当的升降高度,以向上压弯板材,形成具有所需曲率半径的板材工件。然而,当其被用于卷制具有s型截面部分的板材工件(如s型板件、波浪型工件)时,则存在生产效率低、容易因碰撞干涉而无法卷制成型等问题。
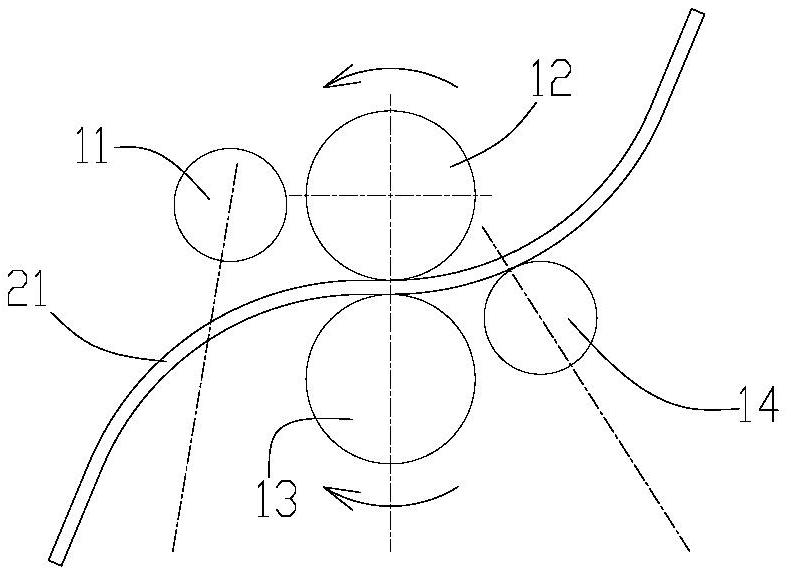
2、图1示出了一种典型四辊卷板机的四个辊的布置结构及其运动方向。其中,上辊12和下辊13可被驱动为绕其各自的中心轴线主动旋转,下辊13还能够被驱动为在上下移动以靠近或远离上辊12,以便在与该上辊12夹紧被加工的板材的状态下前后推送所述板材。前侧辊11和后侧辊14分别布置于上辊12和下辊13的前后两侧,并能够被油缸15驱动为绕其各自的摆动轴回转摆动至不同高度位置,从而能够在板材被前后输送过程中向上压弯该板材。通常地,前侧辊11和后侧辊14能够绕其各自的中心轴线被动旋转。
3、图2a至图2d示出了利用该四辊卷板机卷制具有s型截面部分的板材工件的过程。首先,将板材20(如钢板)送入上辊12和下辊13之间,驱动下辊13上升,以将板材20挤压在上辊12的下侧而将其夹紧,同时,后侧辊14升高至托住板材20的位置,如图2a所示,此时板材20的端部位于前侧辊11的上侧,作为被压弯的起点;然后,驱动前侧辊11升高,顶升板材20的端部,使得该板材20产生向上弯曲的变形,继而随着板材20的向前输送(上侧辊12顺时针旋转、下侧辊13逆时针旋转)而卷制形成第一弧形段21,如图2b所示;为了卷制形成向相反方向弯曲的弧形段(而非如圆筒形工件的单一弯曲方向),需要从该四辊卷板机中将形成了第一弧形段21的板材取出,并从另一端送入至上辊12和下辊13之间,如图2c所示;最后,板材20在被夹紧状态下向前输送,通过前侧辊11在板材20上施加向上的压弯作用力而卷制形成第二弧形段22,如图2d所示,此时已成型的第一弧形段21容易与后侧辊13发生碰撞干涉。
4、因此,上述四辊卷板机及其卷制过程在卷制诸如s型板件、波浪型工件等具有s型截面部分的板材工件时需要进行多次送料,当用于如泵车臂架等长度较长、重量较大的部件生产时需要耗费大量的辅助工时,严重影响生产效率。此外,卷制过程中还容易因工件与侧辊的碰撞干涉而导致无法卷制成型的问题,因而图1中的四辊卷板机通常仅被用于通过图2a和图2b所示的步骤卷制圆弧或圆筒形板材工件。
技术实现思路
1、本实用新型的目的是提供一种卷制设备,该卷制设备能够避免因多次送料导致的辅助工时耗费,从而实现具有s型截面部分的板材工件的高效卷制。
2、为了实现上述目的,本实用新型一方面提供一种卷制设备,包括上辊、设于该上辊下侧的下辊以及分别布置于该上辊和下辊前后两侧的前侧辊和后侧辊,所述上辊和下辊设置为能够选择性向前和向后输送待卷制的板材,所述前侧辊和后侧辊各自的升降路径与所述上辊和下辊的中心线所在的平面分别形成有夹角,并设置为允许所述前侧辊上升至最低点不低于所述上辊的最低点的位置,以使得该前侧辊适于向所述板材施加向下压弯的作用力,所述后侧辊适于向所述板材施加向上压弯的作用力。
3、在一些实施方式中,所述前侧辊的升降路径与所述上辊和下辊的中心线所在的平面之间的夹角小于所述后侧辊的升降路径与所述上辊和下辊的中心线所在的平面之间的夹角。
4、在一些实施方式中,所述前侧辊的升降路径与所述上辊和下辊的中心线所在的平面之间的夹角为5°-15°,所述后侧辊的升降路径与所述上辊和下辊的中心线所在的平面之间的夹角为25°-35°。
5、在一些实施方式中,所述前侧辊被设置为允许在最低点不低于所述上辊的最低点的位置和最高点不高于所述下辊的最高点的位置之间升降。
6、在一些实施方式中,所述卷制设备还包括用于驱动所述前侧辊升降的驱动装置,该驱动装置为电缸。
7、在一些实施方式中,所述卷制设备还包括主机架,该主机架包括相互间隔相对布置的左机架和右机架,所述上辊、下辊、前侧辊和后侧辊分别通过轴承座可转动地安装至该左机架和右机架,且该左机架和右机架上形成有用于引导所述下辊、前侧辊和后侧辊升降的滑槽。
8、在一些实施方式中,所述下辊能够被驱动为在与所述上辊相距0-50mm的范围内升降。
9、在一些实施方式中,所述左机架上可转动地安装有倒头座,该倒头座能够由驱动单元驱动为在与所述上辊接合的安装位置和与所述上辊脱离的倒伏位置之间相对所述左机架转动。
10、在一些实施方式中,所述卷制设备还包括用于驱动所述上辊和下辊转动以及用于驱动所述下辊、前侧辊和后侧辊升降的多个电动或液压伺服驱动装置,该电动或液压伺服驱动装置信号连接至控制器,以能够被控制为联动控制所述上辊、下辊、前侧辊和后侧辊动作。
11、本实用新型的第二方面提供一种包括上述卷制设备的泵车臂架生产线。
12、通过上述技术方案,本实用新型的卷制设备允许前侧辊上升至最低点不低于上辊的最低点的位置,以能够将待卷制的板材的端部向前推送至前侧辊的升降路径的下方而利用该前侧辊向所述板材施加向下压弯的作用力,形成向下弯曲的弧形段;通过向后推送板材并利用后侧辊向上压弯该板材即可形成向上弯曲的弧形段,从而仅需单次送料即可卷制形成向相反方向弯曲的第一弧形段和第二弧形段,而避免因多次送料导致耗费额外的辅助工时,以便高效生产具有s型截面部分的板材工件,如s型板件、波浪型工件等。
13、本实用新型实施方式的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:1.一种卷制设备,其特征在于,包括上辊(12)、设于该上辊(12)下侧的下辊(13)以及分别布置于该上辊(12)和下辊(13)前后两侧的前侧辊(11)和后侧辊(14),所述上辊(12)和下辊(13)设置为能够选择性向前和向后输送待卷制的板材(20),所述前侧辊(11)和后侧辊(14)各自的升降路径与所述上辊(12)和下辊(13)的中心线所在的平面分别形成有夹角,并设置为允许所述前侧辊(11)上升至最低点不低于所述上辊(12)的最低点的位置,以使得该前侧辊(11)适于向所述板材(20)施加向下压弯的作用力,所述后侧辊(14)适于向所述板材(20)施加向上压弯的作用力。
2.根据权利要求1所述的卷制设备,其特征在于,所述前侧辊(11)的升降路径与所述上辊(12)和下辊(13)的中心线所在的平面之间的夹角小于所述后侧辊(14)的升降路径与所述上辊(12)和下辊(13)的中心线所在的平面之间的夹角。
3.根据权利要求2所述的卷制设备,其特征在于,所述前侧辊(11)的升降路径与所述上辊(12)和下辊(13)的中心线所在的平面之间的夹角为5°-15°,所述后侧辊(14)的升降路径与所述上辊(12)和下辊(13)的中心线所在的平面之间的夹角为25°-35°。
4.根据权利要求1所述的卷制设备,其特征在于,所述前侧辊(11)被设置为允许在最低点不低于所述上辊(12)的最低点的位置和最高点不高于所述下辊(13)的最高点的位置之间升降。
5.根据权利要求1所述的卷制设备,其特征在于,所述卷制设备还包括用于驱动所述前侧辊(11)升降的驱动装置,该驱动装置为电缸。
6.根据权利要求1所述的卷制设备,其特征在于,所述卷制设备还包括主机架(16),该主机架(16)包括相互间隔相对布置的左机架(161)和右机架(162),所述上辊(12)、下辊(13)、前侧辊(11)和后侧辊(14)分别通过轴承座可转动地安装至该左机架(161)和右机架(162),且该左机架(161)和右机架(162)上形成有用于引导所述下辊(13)、前侧辊(11)和后侧辊(14)升降的滑槽。
7.根据权利要求6所述的卷制设备,其特征在于,所述下辊(13)能够被驱动为在与所述上辊(12)相距0-50mm的范围内升降。
8.根据权利要求6所述的卷制设备,其特征在于,所述左机架(161)上可转动地安装有倒头座(171),该倒头座(171)能够由驱动单元(172)驱动为在与所述上辊(12)接合的安装位置和与所述上辊(12)脱离的倒伏位置之间相对所述左机架(161)转动。
9.根据权利要求1所述的卷制设备,其特征在于,所述卷制设备还包括用于驱动所述上辊(12)和下辊(13)转动以及用于驱动所述下辊(13)、前侧辊(11)和后侧辊(14)升降的多个电动或液压伺服驱动装置,该电动或液压伺服驱动装置信号连接至控制器,以能够被控制为联动控制所述上辊(12)、下辊(13)、前侧辊(11)和后侧辊(14)动作。
10.一种泵车臂架生产线,其特征在于,该泵车臂架生产线包括根据权利要求1至9中任意一项所述的卷制设备。
技术总结本技术涉及板材工件加工设备领域,公开了一种卷制设备及泵车臂架生产线,包括上辊(12)、下辊(13)以及前侧辊(11)和后侧辊(14),所述上辊和下辊设置为能够选择性向前和向后输送待卷制的板材(20),所述前侧辊和后侧辊各自的升降路径与上辊和下辊的中心线所在的平面分别形成有夹角,并设置为允许所述前侧辊上升至最低点不低于所述上辊的最低点的位置,以使得该前侧辊适于向板材施加向下压弯的作用力,所述后侧辊适于向所述板材施加向上压弯的作用力。该卷制设备仅需单次送料即可卷制形成向相反方向弯曲的第一弧形段和第二弧形段,而避免因多次送料导致耗费额外的辅助工时,以便高效生产具有S型截面部分的板材工件。技术研发人员:李建宇,江亚平,倪川皓,曹瑜琦,王雷受保护的技术使用者:中联重科股份有限公司技术研发日:20231205技术公布日:2024/7/9本文地址:https://www.jishuxx.com/zhuanli/20240711/112520.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表