一种钢管延长工艺段装置的制作方法
- 国知局
- 2024-07-17 12:38:02
本技术属于钢管形变加工,具体涉及了一种钢管延长工艺段装置。
背景技术:
1、依据国内外现行的技术规范要求,工程管道建设中所需的热煨弯管产品,尤其是弯曲半径为r=4d~6d(d为弯管产品的外径)的热煨弯管产品,均要求两端直管段长度不小于500mm(考虑产品制造和运输成本,通常直管段长度均按500-550mm来控制)。而弯管产品的成型方法是:先将钢管放置在成型机设备中,然后采用中频线圈对其进行步进式加热(中频线圈感应加热区域长度为40-60mm),同时在后推机构、牵引机构和回转机构共同作用下,令加热位置按照设定的弯曲半径进行弯制形变,最后再对弯制形变后的区域进行快速冷却,实现钢管形变加工成为热煨弯管产品。
2、而热煨弯管成型过程中后推机构和牵引机构均需要加持一定长度的钢管(最小加持长度通常为1500-2500mm),而热煨弯管产品直管段长度只有500-550mm,这样一来只能通过在钢管管端连接一定长度的延长工艺段的方式,方可有效提高原材料的利用率,避免原材料浪费。目前国内外普遍是在钢管管端采用焊接方式来连接一定长度的延长工艺段。该方式焊接工作量大、效率低,且最终形变成型后还需要进行切割分离,增加了产品制造成本。
3、基于此,本实用新型提出了一种钢管延长工艺段装置。
技术实现思路
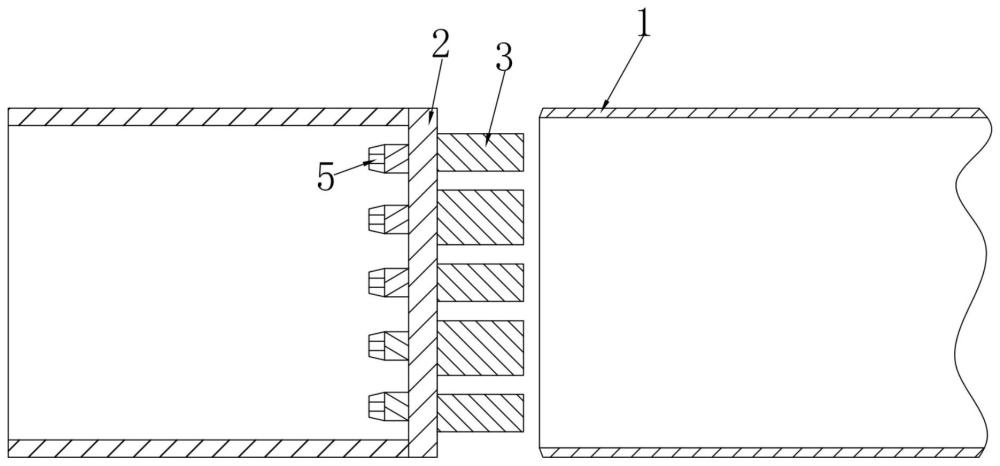
1、为了解决现有技术中的上述问题,即现有的延长方式中焊接工作量大、效率低,且最终形变成型后还需要进行切割分离,增加了产品制造成本的问题,本实用新型提供了一种钢管延长工艺段装置,用于在热煨弯管生产过程中连接钢管和牵引机构、回转机构连接,该装置包括连接圆盘、内撑块、导向滑槽和驱动装置;
2、所述连接圆盘的端面与所述钢管的端面同轴搭接,所述连接圆盘沿其径向方向上开设有导向滑槽,所述导向滑槽内配置有沿其移动的内撑块,所述内撑块与所述驱动装置驱动连接,所述驱动装置与所述连接圆盘固定;
3、所述内撑块、导向滑槽和驱动装置沿所述连接圆盘的周向方向均匀设置至少两组。
4、在一些优选的实施方式中,所述连接圆盘的直径与所述钢管的直径相同。
5、在一些优选的实施方式中,所述内撑块上固定有滑块,所述滑块配置在所述导向滑槽内并沿其移动,所述滑块和所述导向滑槽沿所述内撑块的中线对称设置两组。
6、在一些优选的实施方式中,所述内撑块配置在所述钢管的内部,并于所述钢管的内圆周面搭接。
7、在一些优选的实施方式中,所述内撑块的长度为第一预设长度,宽度为第二预设长度。
8、在一些优选的实施方式中,所述驱动装置包括滚珠丝杠传动机构。
9、在一些优选的实施方式中,所述滚珠丝杠传动机构具有自锁功能。
10、本实用新型的有益效果:
11、该装置能够实现钢管延长工艺段与钢管的快速连接和分离,提高作业效率,不用反复焊接钢管,减少作业流程,降低了作业风险,降低产品生产制造成本。
技术特征:1.一种钢管延长工艺段装置,用于在热煨弯管生产过程中连接钢管(1)和牵引机构、回转机构连接,其特征在于,该装置包括连接圆盘(2)、内撑块(3)、导向滑槽(4)和驱动装置(5);
2.根据权利要求1所述的一种钢管延长工艺段装置,其特征在于,所述连接圆盘(2)的直径与所述钢管(1)的直径相同。
3.根据权利要求2所述的一种钢管延长工艺段装置,其特征在于,所述内撑块(3)上固定有滑块,所述滑块配置在所述导向滑槽(4)内并沿其移动,所述滑块和所述导向滑槽(4)沿所述内撑块(3)的中线对称设置两组。
4.根据权利要求3所述的一种钢管延长工艺段装置,其特征在于,所述内撑块(3)配置在所述钢管(1)的内部,并于所述钢管(1)的内圆周面搭接。
5.根据权利要求4所述的一种钢管延长工艺段装置,其特征在于,所述内撑块(3)的长度为第一预设长度,宽度为第二预设长度。
6.根据权利要求5所述的一种钢管延长工艺段装置,其特征在于,所述驱动装置(5)包括滚珠丝杠传动机构。
7.根据权利要求6所述的一种钢管延长工艺段装置,其特征在于,所述滚珠丝杠传动机构具有自锁功能。
技术总结本技术属于钢管形变加工技术领域,具体涉及了一种钢管延长工艺段装置。旨在解决现有的延长方式中焊接工作量大、效率低,且最终形变成型后还需要进行切割分离,增加了产品制造成本的问题。本技术包括:连接圆盘、内撑块、导向滑槽和驱动装置;连接圆盘的端面与钢管的端面同轴搭接,连接圆盘沿其径向方向上开设有导向滑槽,导向滑槽内配置有沿其移动的内撑块,内撑块与驱动装置驱动连接,驱动装置与连接圆盘固定;内撑块、导向滑槽和驱动装置沿连接圆盘的周向方向均匀设置至少两组。本技术能够实现钢管延长工艺段与钢管的快速连接和分离,提高作业效率,不用反复焊接钢管,减少作业流程,降低了作业风险,降低产品生产制造成本。技术研发人员:赵志伟,白雷杰,刘旭,张海波,白福良,黎郑坤,高秋胜受保护的技术使用者:中国石油天然气集团有限公司技术研发日:20231025技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240716/105350.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。