一种飞机翼身对接调整方法与流程
- 国知局
- 2024-08-01 06:17:00
本技术属于一种结构对接方法,具体涉及一种飞机翼身对接调整方法。
背景技术:
1、飞机翼身对接是飞机装配的主要工作内容,而飞机翼身相对位置调整又是飞机翼身对接中最重要的操作步骤。
2、传统的飞机翼身对接装配中,工人使用大量专用工装型架,配合水准仪与经纬仪等光学仪器,凭经验手工吊装机翼进行翼身装配。这种方法对人的操作技能要求高,操作效率低,高度依赖操作人员的经验技能,测量不确定性较大。
3、近年来,飞机翼身对接已逐步采用数字化姿态调整技术,利用激光跟踪仪测量飞机坐标系下机身和机翼上测量点的实际坐标值,然后通过数控调姿定位器调整机身和机翼的空间姿态,使机身和机翼上的测量点实测坐标值无限趋近于理论坐标值,最后完成翼身对接。这样的方法虽然能够较直观地反映测量结果,但对制造、装配过程要求很高,测量效率低。
技术实现思路
1、本技术针对目前采用数字化姿态调整技术进行飞机翼身对接时,存在制造和装配过程要求高,测量效率低的技术问题,提供一种飞机翼身对接调整方法。
2、为了实现上述目的,本技术采用以下技术方案予以实现:
3、本技术提出一种飞机翼身对接调整方法,包括:
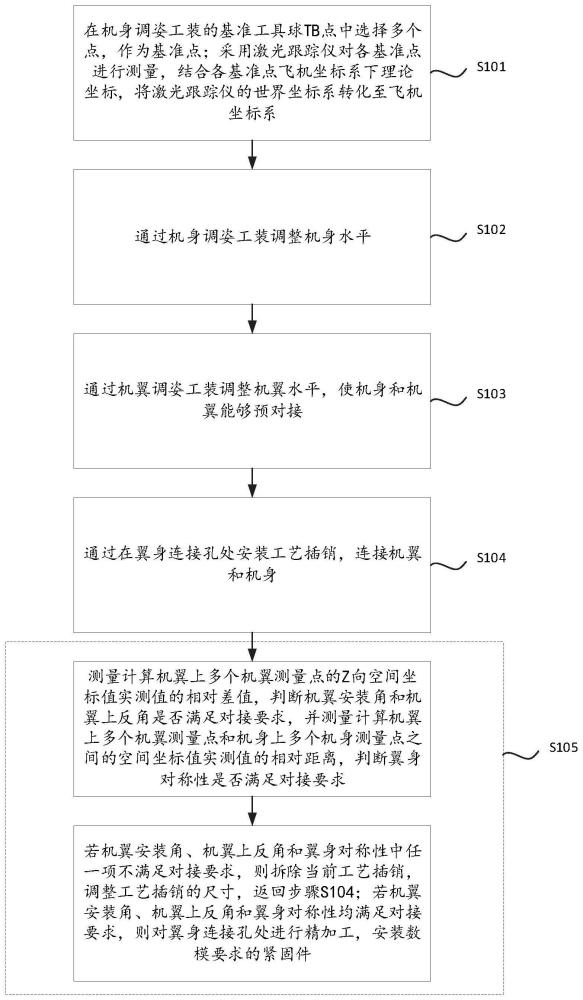
4、s1,在机身调姿工装的基准工具球tb点中选择多个点,作为基准点;采用激光跟踪仪对各基准点进行测量,结合各基准点飞机坐标系下理论坐标,将激光跟踪仪的世界坐标系转化至飞机坐标系;所述机身调姿工装用于对机身水平进行调整;
5、s2,通过机身调姿工装调整机身水平;
6、s3,通过机翼调姿工装调整机翼水平,使机身和机翼能够预对接;
7、s4,通过在翼身连接孔处安装工艺插销,连接机翼和机身;
8、s5,测量计算机翼上多个机翼测量点的z向空间坐标值实测值的相对差值,判断机翼安装角和机翼上反角是否满足对接要求,并测量计算机翼上多个机翼测量点和机身上多个机身测量点之间的空间坐标值实测值的相对距离,判断翼身对称性是否满足对接要求;所述z向空间坐标值为飞机坐标系下相应测量点的z轴取值;
9、若机翼安装角、机翼上反角和翼身对称性中任一项不满足对接要求,则拆除当前工艺插销,调整工艺插销的尺寸,返回步骤s4;若机翼安装角、机翼上反角和翼身对称性均满足对接要求,则对翼身连接孔处进行精加工,安装数模要求的紧固件。
10、进一步地,所述机身调姿工装包括两组平行设置的支撑模组,两组支撑模组之间通过连接支架固定连接;
11、所述支撑模组包括模组支架和安装在模组支架上的两个机身调姿定位器;两个所述机身调姿定位器相对设置;所述机身调姿定位器上端安装有起吊支撑一体接头。
12、进一步地,所述机身调姿定位器滑动安装在所述模组支架上。
13、进一步地,模组支架上设置有滑道,所述机身调姿定位器通过滑座安装于所述滑道上,滑座上设置有用于固定滑座位置的锁紧机构。
14、进一步地,所述机翼调姿工装包括两个相对设置的支撑框架;
15、所述支撑框架底部设置有移动轮和支撑限位器,支撑框架上部设置有螺旋升降机,螺旋升降机上端设置有机翼下翼面卡板。
16、进一步地,步骤s2包括,通过机身调姿工装调整机身水平,满足以下要求:
17、z1l-z2l≤±0.5mm;
18、z1l-z1r≤±0.5mm;
19、其中,z1l表示1l处的z向空间坐标值实测值,z2l表示2l处的z向空间坐标值实测值,z1r表示1r处的z向空间坐标值实测值;
20、定义机身朝向航向的前方为前,机身朝向航向的后方为后;看向前时,左手侧为左,右手侧位右;
21、所述1l处和所述2l处分别为机身左侧位于机翼两侧的两个点;所述1r处为机身右侧位于机翼前侧的一个点。
22、进一步地,步骤s5中,所述测量计算机翼(3)上多个机翼测量点的z向空间坐标值实测值的相对差值,判断机翼安装角和机翼上反角是否满足对接要求,包括:
23、通过以下条件判断机翼安装角是否满足对接要求:
24、z4l-z3l≤z理论1±2mm;
25、z4r-z3r≤z理论2±2mm;
26、‖(z4l-z3l)-(z4r-z3r)‖≤2mm;
27、z6l-z5l≤z理论3±2mm;
28、z6r-z5r≤z理论4±2mm;
29、‖(z6l-z5l)-(z6r-z5r)‖≤2mm;
30、通过以下条件判断机翼上反角是否满足对接要求:
31、z5l-z3l≤z理论5±7.5mm;
32、z5r-z3r≤z理论6±7.5mm;
33、‖(z5l-z3l)-(z5r-z3r)‖≤7.5mm;
34、z6l-z4l≤z理论7±7.5mm;
35、z6r-z4r≤z理论8±7.5mm;
36、‖(z6l-z4l)-(z6r-z4r)‖≤7.5mm;
37、其中,z4l表示4l处的z向空间坐标值实测值,z3l表示3l处的z向空间坐标值实测值,z4r表示4r处的z向空间坐标值实测值,z3r表示3r处的z向空间坐标值实测值,z6l表示6l处的z向空间坐标值实测值,z5l表示5l处的z向空间坐标值实测值,z6r表示6r处的z向空间坐标值实测值,z5r表示5r处的z向空间坐标值实测值;z理论1表示4l处和3l处的z向空间坐标值理论值的相对差值,z理论2表示4r处和3r处的z向空间坐标值理论值的相对差值,z理论3表示6l处和5l的z向空间坐标值理论值的相对差值,z理论4表示6r处和5r的z向空间坐标值理论值的相对差值,z理论5表示5l处和3l的z向空间坐标值理论值的相对差值,z理论6表示5r处和3r的z向空间坐标值理论值的相对差值,z理论7表示6l处和4l的z向空间坐标值理论值的相对差值,z理论8表示6r处和4r的z向空间坐标值理论值的相对差值;
38、其中,5r处和6r处分别为机翼右端的两个点,5l处和6l处分别为机翼左端的两个点;3r处和4r处分别为机翼右端靠近机身处的两个点,3l处和4l处分别为机翼左端靠近机身处的两个点。
39、进一步地,步骤s5中,所述测量计算机翼上多个机翼测量点和机身上多个机身测量点之间的空间坐标值实测值的相对距离,判断翼身对称性是否满足对接要求,包括:
40、通过以下条件判断翼身对称性是否满足对接要求:
41、l5l~1l≤l理论1±3mm;
42、l5r~1r≤l理论2±3mm;
43、‖(l5l~1l)-(l5r~1r)‖≤3mm;
44、l6l~2l≤l理论3±3mm;
45、l6r~2r≤l理论4±3mm;
46、‖(l6l~2l)-(l6r~2r)‖≤3mm
47、其中,l5l~1l表示5l处和1l处之间的空间坐标值实测值的相对距离,l理论1表示5l处和1l之间的空间坐标值理论值的相对距离,l理论2表示5r处和1r之间的空间坐标值实测值的相对距离,l理论3表示6l处和2l之间的空间坐标值实测值的相对距离,l理论4表示6r处和2r之间的空间坐标值实测值的相对距离,l5r~1r表示5r处和1r处之间的空间坐标值实测值的相对距离,l6l~2l表示6l处和2l处之间的空间坐标值实测值的相对距离,l6r~2r表示6r处和2r处之间的空间坐标值实测值的相对距离;
48、其中,2r处为机身右侧位于机翼后侧的一个点。
49、进一步地,步骤s5中,所述调整工艺插销的尺寸,包括:减小工艺插销的尺寸。
50、进一步地,步骤s2和步骤s3之间,还包括步骤s2-3:
51、将机翼通过机翼吊挂吊装至机翼调姿工装,分解撤离机翼吊挂。
52、与现有技术相比,本技术具有以下有益效果:
53、本技术提出一种飞机翼身对接调整方法,通过机身调姿工装上的多个基准点转换坐标系,在机身和机翼均预调平后,先用工艺插销连接机翼和机身,通过更换翼身之间的工艺插销调整机身和机翼之间相对位置,并通过相对坐标测量法评价机翼安装角、机翼上反角和翼身对称性,进而判断翼身相对位置是否正确。本技术的对接调整方法解决了对人操作技能要求高,对接操作效率低的问题,有效提高了测量准确性和测量效率。
本文地址:https://www.jishuxx.com/zhuanli/20240722/223125.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。