一种以基准肋位线定位拼接双曲型船舶外板的方法及船舶与流程
- 国知局
- 2024-08-01 07:16:15
本发明涉及船舶制造领域,特别是涉及一种以基准肋位线定位拼接双曲型船舶外板的方法及船舶。
背景技术:
1、在船舶制造过程中,对于双曲型船舶外板制作通常采用侧造方式在大组阶段的刚性胎架上实现双曲型船舶外板的拼接和结构的组装。其中,在制作胎架的阶段,根据双曲型船舶外板的形状和大小,以1m×1m的胎柱十字中心点为基准,测量并标定双曲型船舶外板外框板缝和内部纵横板缝线,在地面上确定各个定位点。作业人员根据施工图纸的型值表确定整体水平基准线,然后在对应胎柱上量取并调节每根胎柱的高度值。之后,将双曲型船舶外板吊装至指定区域,并在定位过程中使用线锤从双曲型船舶外板上防对准地面上的定位点,实现双曲型船舶外板的拼装,然后各双曲型船舶外板之间的板缝进行焊接。当各双曲型船舶外板分段拼装和板缝焊接完成后,确定艏艉方向的艏端横向接缝线,并据此勘划出肋骨线、舱壁线以及艉端总长度。随后,根据上下方向的上端纵接缝线来标定平台位置线、外板纵骨、水平桁材和下口端的总高度。在此过程中,通常需要多名作业人员使用木制样条在外板上固定各结构点,然后由一名作业人员用石笔连接这些点,划出各结构的曲型线。
2、然而,在现有技术中,在刚性胎架制作过程中,通过纵横胎柱边缘进行地面上各曲型外板定位点的量取和勘划,易使定位点精准度低。特别是当胎柱发生碰撞或倾倒时,参考胎柱量取数据与勘划曲型外板定位点会直接影响曲型外板定位作业。此外,因曲型外板较多,板缝拼接需要在地面勘划各个定位点和标记,作人员采用卷尺量取数据和石笔勘划定位点需要花费大量的工时。在吊装每一块曲型外板时,需要2名作业人员站在曲型外板十字交叉点上下不同的位置用线锤对地面做好定位基准点,工作负荷较大、生产效率低。在划线过程中,多人采用木制样条放置各结构点固定,然后由1名作业人员用石笔连接这些结构点,该方式一方面人力成本较高;另一方面,量取各结构点是曲型外板的起始一端至末尾一端涉及距离长和弯曲的拱度容易影响到划点的准确度。
3、因此,亟需提供一种以基准肋位线定位拼接双曲型船舶外板的方法及船舶,以提高拼接精度,降低作业人员工作符合,提高生产效率。
技术实现思路
1、鉴于以上所述现有技术的缺点,本发明要解决的技术问题在于提供一种以基准肋位线定位拼接双曲型船舶外板的方法及船舶。
2、本发明提出一种以基准肋位线定位拼接作业方法,所述双曲型船舶外板包括多个曲型外板,包括如下步骤:
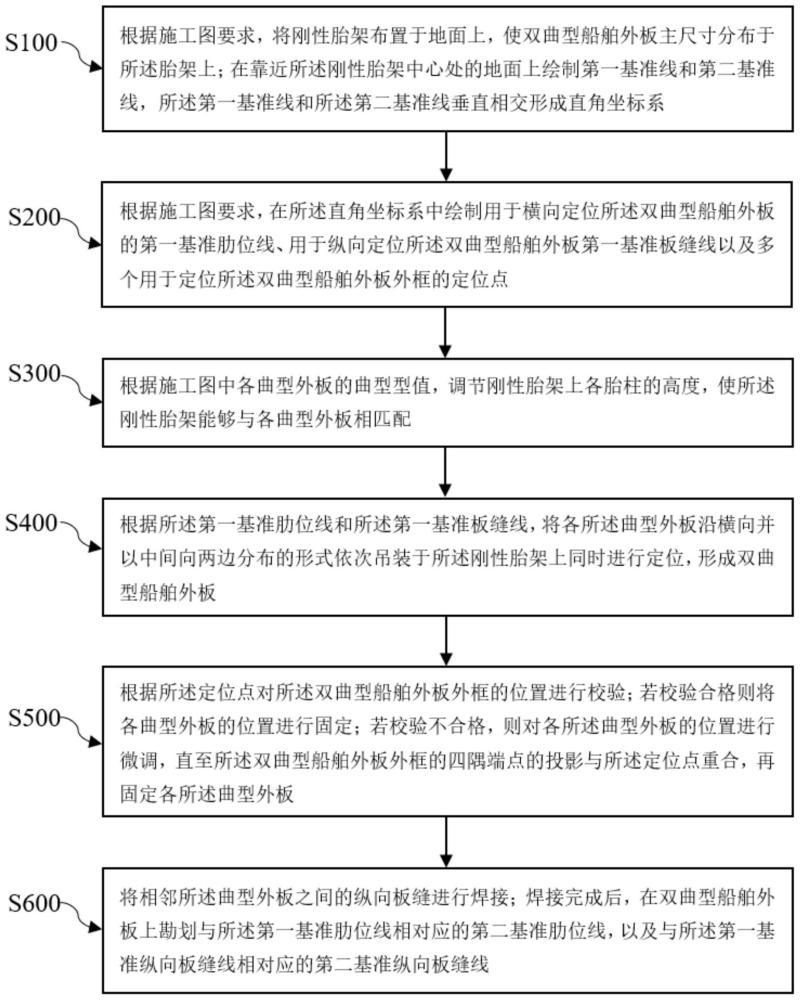
3、s100、根据施工图要求,将胎架布置于地面上,使双曲型船舶外板主尺寸分布于所述胎架上;在靠近所述胎架中心处的地面上绘制第一基准线和第二基准线,所述第一基准线和所述第二基准线垂直相交形成直角坐标系;
4、s200、根据施工图要求,在所述直角坐标系中绘制用于横向定位所述双曲型船舶外板的第一基准肋位线、用于纵向定位所述双曲型船舶外板第一基准板缝线以及多个用于定位所述双曲型船舶外板外框的定位点;
5、s300、根据施工图中各曲型外板的曲型型值,调节胎架上各胎柱的高度,使所述胎架能够与各曲型外板相匹配;
6、s400、根据所述第一基准肋位线和所述第一基准板缝线,将各所述曲型外板沿横向并以中间向两边分布的形式依次吊装于所述胎架上同时进行定位,形成双曲型船舶外板;
7、s500、根据所述定位点对所述双曲型船舶外板外框的位置进行校验;若校验合格则将各曲型外板的位置进行固定;若校验不合格,则对各所述曲型外板的位置进行微调,直至所述双曲型船舶外板外框的四隅端点的投影与所述定位点重合,再固定各所述曲型外板;
8、s600、将相邻所述曲型外板之间的纵向板缝进行焊接;焊接完成后,在双曲型船舶外板上勘划与所述第一基准肋位线相对应的第二基准肋位线,以及与所述第一基准纵向板缝线相对应的第二基准纵向板缝线。
9、优选地,所述步骤s100还包括如下步骤:
10、s110、所述胎架包括若干胎柱,将所述胎柱以阵列排布的形式布置于地面上;以阵列中心且沿纵向方向的胎柱中心点所在的直线确定为第一外板角尺线,将所述第一外板角尺线沿横向偏移预定距离并绘制得到所述第一基准线,所述第一基准线与所述第一外板角尺线平行;
11、s120、以阵列中心且沿横向方向的胎柱中心点所在的直线确定为第二外板角尺线,所述第二外板角尺线与所述第一外板角尺线垂直,将所述第二外板角尺线沿纵向偏移预定距离并绘制得到所述第二基准线,使所述第一基准线与所述第二基准线相交;
12、s130、将测量设备置于于所述第一基准线与所述第二基准线的交点处并调平,以校验所述第一基准线与所述第二基准线是否垂直;若校验结果为垂直,则所述第一基准线和所述第二基准线构成直角坐标系;若校验结果为非垂直,则通过微调所述第二基准线,使所述第二基准线与所述第一基准线垂直。
13、优选地,所述步骤130还包括如下步骤:校验所述第一基准线与所述第一外板角尺线是否平行;当所述第一基准线与所述第一外板角尺线平行时,则校验第二基准线与所述第一基准线是否垂直;当所述第一基准线与所述第一外板角尺线不平行时,则通过微调第一基准线使其与所述第一外板角尺线平行。
14、优选地,所述步骤200包括如下步骤:
15、s210、从施工图中获取双曲型船舶外板上预设的基准肋位线中各离散点投影至地面的横、纵坐标,在所述直角坐标系中绘制出所述第一基础肋位线;
16、s220、从施工图中获取双曲型船舶外板上预设的纵向板缝线中各离散点投影至地面的横、纵坐标,在所述直角坐标系中绘制出所述第一基准板缝线;
17、s230、从施工图中获取双曲型船舶外板外框四隅端点分别投影至地面的横、纵坐标,在所述直角坐标系中绘制所述定位点。
18、优选地,所述步骤s300包括如下步骤:在各胎柱的外框侧壁上设置一条水平线,根据施工图中的各曲型外板的曲型型值,确定所述水平线至各胎柱顶部的预定高度,将各胎柱高度调节至所述预定高度。
19、优选地,所述步骤s500包括如下步骤:所述双曲型船舶外板外框的四隅端点校验合格后,且在焊接板缝之前,在相邻曲型外板的板缝处堪划出与所述第一基准肋位线中离散点对应的标记。
20、一种船舶,包括多个拼接的双曲型船舶外板,所述双曲型船舶外板通过使用如上述以基准肋位线定位拼接双曲型船舶外板的方法进行拼接获得。
21、如上所述,本发明涉及的一种以基准肋位线定位拼接双曲型船舶外板的方法及船舶,具有以下有益效果:
22、本发明提供的以基准肋位线定位拼接双曲型船舶外板的方法,通过刚性胎架在地面上绘制第一基准线和第二基准线形成直角坐标系,为后续曲型外板定位拼接以及勘划精度作业提供保障。根据施工图要求,在该直角坐标系中绘制第一基准肋位线和第一基准板缝线。各曲型外板吊装刚性胎架上进行拼接,通过第一基准肋位线和第一板缝线进行定位,能够大幅度降低精度误差,同时降低作业人员工作负荷以及成本,提高勘划效率。本发明还提供了通过以基准肋位线定位拼接双曲型船舶外板的方法拼接获得的双曲型船舶外板,将该双曲型船舶外板制造船舶,能够提高生产效率,同时提高船舶制造精度。
本文地址:https://www.jishuxx.com/zhuanli/20240722/226816.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。