一种副车架结构及车辆的制作方法
- 国知局
- 2024-08-01 07:42:01
本技术涉及汽车副车架,具体涉及一种副车架结构及车辆。
背景技术:
1、汽车副车架是指安装在汽车底盘上的一个架子,通常由钢材或铝合金铸造成型,作为车身和底盘的连接部件;副车架一般位于汽车的前部、中部或者后部,起到支撑、加强和耦合车身和底盘的作用;同时副车架还具有缓解和吸收汽车的振动和冲击,提高汽车的行驶平稳性和驾乘舒适性的作用;
2、而汽车副车架通过铸造工艺成型,能够大批量成型出复杂形状的结构,并且由于铸造成型中的金属材料通常不会遭受剪切和拉伸等缺陷,具有较好的强度和耐用性,具有较优的轻量化性能、结构紧凑并能满足随形布置以及更高的nvh模态(nvh模态是指噪声、振动和刚度的模态分析)等优势而应用的越来越广泛,但因铸造工艺要求的限制,部分结构一体成型需要单独增加铸造浇口或者冒口,并且后期机加量大,造成材料及工时浪费,整体制造成本较高。
技术实现思路
1、鉴于以上现有技术的缺点,本实用新型的目的在于提供一种副车架结构及车辆,降低了副车架结构的铸造工艺难度、铸造所需材料用量,同时还降低了铸造成型后的加工量及制造成本。
2、为实现上述目的及其它相关目的,本实用新型提供一种副车架结构,包括:
3、副车架本体,所述副车架本体为铸造工艺成型且其上设置有安装支架;
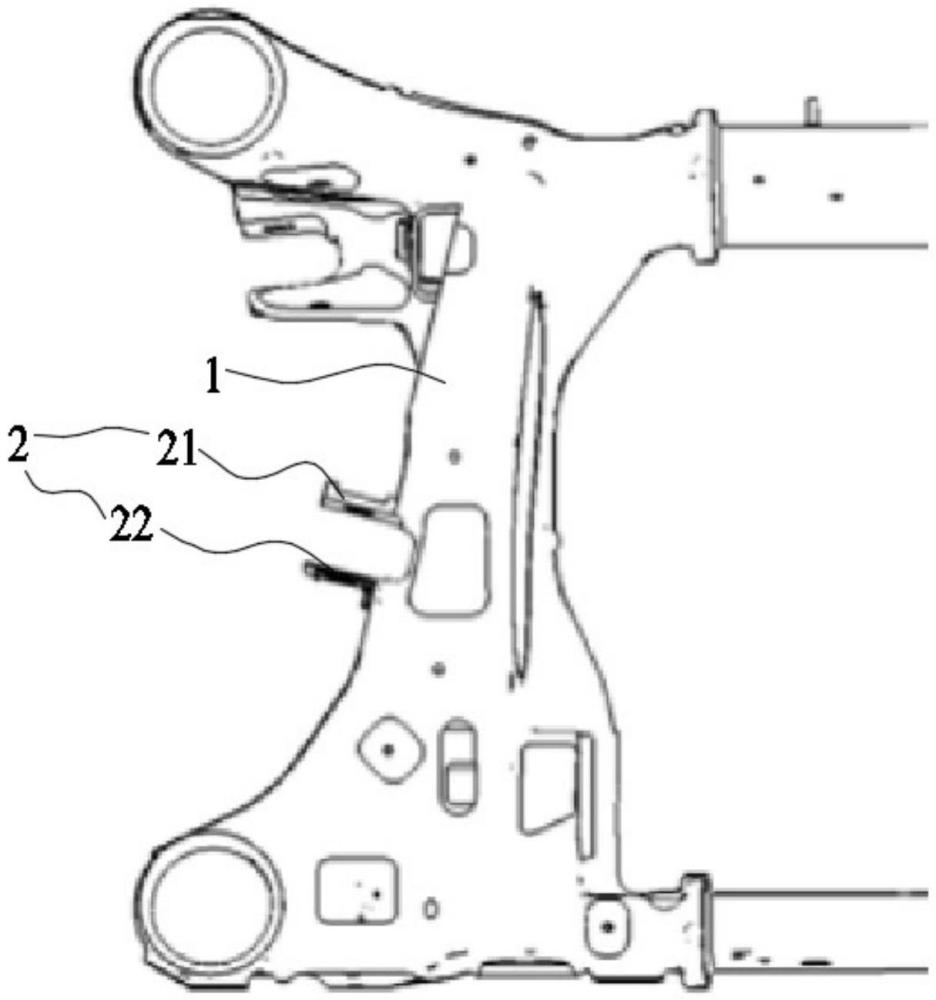
4、所述安装支架包括第一支座和第二支座,且所述第一支座和第二支座中,至少其中一者为单独加工成型。
5、在本实用新型的一可选实施例中,所述第一支座与所述副车架本体一体成型;所述第二支座单独加工成型并与所述副车架本体固定连接。
6、在本实用新型的一可选实施例中,所述安装支架上设置有定位部,所述定位部用于安装定位件,所述定位部被装配为,能够使所述定位件于所述定位部上的位置可调。
7、在本实用新型的一可选实施例中,所述定位部包括:
8、分别设置于所述第一支座以及所述第二支座上用于安装所述定位件的第一安装部;
9、限位部,设置于各所述第一安装部旁侧,所述限位部被配置为能够限制所述定位件于所述第一安装部处指定区域内进行调节。
10、在本实用新型的一可选实施例中,所述第一安装部为腰形通孔;
11、所述限位部设置于所述第一支座和所述第二支座上相远离的一侧,且所述限位部为与所述腰形通孔配合对所述定位件调节进行限位的槽形结构。
12、在本实用新型的一可选实施例中,所述第二支座包括:
13、支座本体,所述支座本体上设置有连接所述副车架本体的第二连接部;
14、限位支架,与所述支座本体连接,所述第一安装部同时设置于所述支座本体和所述限位支架上并吻合对齐;所述限位部设置于所述限位支架上。
15、在本实用新型的一可选实施例中,所述支座本体和\或所述限位支架为冲压件。
16、为实现上述目的及其它相关目的,本实用新型提供一种车辆,包括所述的副车架结构。
17、在本实用新型的一可选实施例中,所述副车架结构的安装支架上连接有定位件,且所述定位件为偏心螺栓。
18、在本实用新型的一可选实施例中,所述偏心螺栓包括螺栓本体、螺母和偏心垫片,所述偏心垫片包括两个,其中一个所述偏心垫片与所述螺栓本体具有端头的一端偏心固连,另一个所述偏心垫片与所述螺母偏心固连。
19、本实用新型的技术效果在于:本实用新型通过将与拔模角度偏差较大的安装支架整体或部分结构单独加工成型后再固定连接至副车架本体上,能够解决或降低副车架结构一体铸造时存在的铸造工艺难度大、缺陷多、后期机加工工时长、废料多以及制造成本高等诸多问题具有实质性特点和显著的进步。
技术特征:1.一种副车架结构,其特征在于,包括:
2.根据权利要求1所述的副车架结构,其特征在于,所述第一支座与所述副车架本体一体成型;所述第二支座单独加工成型并与所述副车架本体固定连接。
3.根据权利要求1所述的副车架结构,其特征在于,所述安装支架上设置有定位部,所述定位部用于安装定位件,所述定位部被装配为,能够使所述定位件于所述定位部上的位置可调。
4.根据权利要求3所述的副车架结构,其特征在于,所述定位部包括:
5.根据权利要求4所述的副车架结构,其特征在于,所述第一安装部为腰形通孔;
6.根据权利要求4所述的副车架结构,其特征在于,所述第二支座包括:
7.根据权利要求6所述的副车架结构,其特征在于,所述支座本体和\或所述限位支架为冲压件。
8.一种车辆,其特征在于,包括权利要求1-7任意一项所述的副车架结构。
9.根据权利要求8所述的车辆,其特征在于,所述副车架结构的安装支架上连接有定位件,且所述定位件为偏心螺栓。
10.根据权利要求9所述的车辆,其特征在于,所述偏心螺栓包括螺栓本体、螺母和偏心垫片,所述偏心垫片包括两个,其中一个所述偏心垫片与所述螺栓本体具有端头的一端偏心固连,另一个所述偏心垫片与所述螺母偏心固连。
技术总结本技术涉及汽车副车架技术领域,具体涉及一种副车架结构及车辆,包括副车架本体,所述副车架本体为铸造工艺成型且其上设置有安装支架;所述安装支架包括第一支座和第二支座,且所述第一支座和第二支座中,至少其中一者为单独加工成型。本技术能够降低了副车架结构的铸造工艺难度、铸造所需材料用量,同时还降低了铸造成型后的加工量及制造成本。技术研发人员:王凤仙,郑希强,邓献思受保护的技术使用者:浙江极氪智能科技有限公司技术研发日:20231215技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240722/228584.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表