一种针阀式热唧嘴模具的制作方法
- 国知局
- 2024-08-01 03:08:40
本技术涉及注塑模具的,特别是涉及一种针阀式热唧嘴模具。
背景技术:
1、针阀式热唧嘴模具是一种特殊的注塑模具,其采用针阀式热流道系统;因而,其具有高效、节能以及环保等优点。所述的针阀式热唧嘴模具适用于各种塑料制品的生产,如瓶盖、瓶胚、把手、齿轮等。所述的针阀式热唧嘴模具的核心结构为针阀式流道系统;而所述的针阀式热流道系统主要由热唧嘴、热流道板、针阀等部件组成。在注塑过程中,熔融状态的塑料通过热流道板进入热唧嘴;然后,再通过针阀的控制实现按需供料。这种供料方式可以精确控制每个浇口的注塑量,从而提高注塑件的生产效率和产品质量。
2、前述的针阀式热唧嘴模具通常适用于多腔注塑模具,如二板模、三板模等。在多腔注塑模具中,每个浇口都可以配备一个热唧嘴,以实现各个浇口的独立控制;从而,这种模具可以大大提高生产效率和降低生产成本。
3、基于前文所述,针阀式热唧嘴模具是一种高效、节能、环保的模具,其适用于各种塑料制品的生产。它的优点在于可以提高生产效率、降低成本、节能环保等方面。基于此,中国专利cn109571879a公开了一种针阀式防溢流的注射塑料模具,其包括注塑装置、底座、上模板、定位环、拉料杆,注塑装置底部与底座上方相焊接,上模板顶部与定位环底端相连接。该种注射塑料模具利用设有的针阀式注射装置对注塑口进行封堵,通过气缸带动针阀与密封塞相互配合,实现将注塑口中残留的原料推出;并且,对其进行封堵,避免原料溢流出来造成模具内部损坏,有效地降低模具维护次数和成本。此外,还利用设有的破碎机构利用过滤网对原料进行筛选,将未溶塑料颗粒带入破碎机构内,通过锯齿状的破碎刀片对其进行切割、破碎,防止塑料颗粒进入注射管道造成注塑口堵塞现象,避免原料在内部积累,有效地对注射嘴与注射头起到保护作用,提高了工作效率以及产品的生产效率。
4、然而,现有技术所公开的针阀式模具除了具有结构复杂的缺陷以外,其还存在冷却效果不佳的技术问题。具体的,现有技术所揭示的针阀式注塑模具所注塑出的产品中,其一般令细水口点进胶在产品表面,导致产品表面有凹点,影响外观;且细水口进胶水口料很多,也存在浪费原料的情况。此外,在现有技术所公开的针阀式注塑模具中,其仅设置了单边散热的冷却管路,导致注塑件在成型后只能通过其单面进行冷却,影响了冷却收缩成型的效果,也会对注塑成型的生产效率产生负面的影响。
技术实现思路
1、基于此,有必要针对现有技术所存在的冷却效果不佳的技术问题,提供一种针阀式热唧嘴模具。
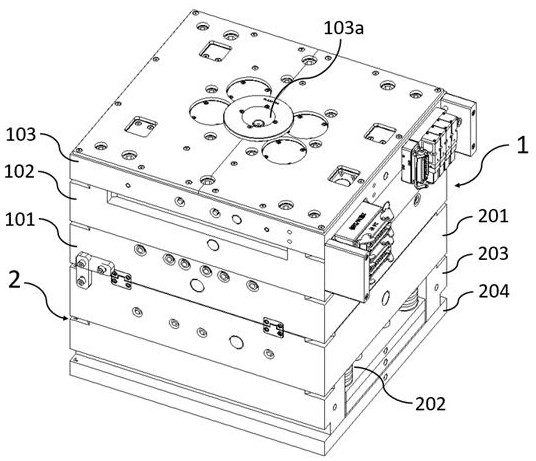
2、一种针阀式热唧嘴模具,其包括:上模架结构以及下模架结构,所述上模架结构与所述下模架结构相对开合式连接。所述上模架结构具有自下而上依次设置的上模板、上垫板以及上模座;所述下模架结构具有自上而下依次设置的下模板、复位脱模结构、下止位部以及下模座。
3、所述上模板与所述下模板相对开合设置,所述上模板之中设置有若干分唧嘴;所述上垫板之中套设有流道板,所述分唧嘴与所述流道板相连。
4、于所述上模座中设置有热流道主唧嘴、气流管路、排气槽、若干活塞、若干阀针以及上模座冷却水路;所述热流道主唧嘴活动设置于所述上模座的中部;所述气流管路围绕设置于所述热流道主唧嘴的周边,所述气流管路与所述排气槽连通,所述排气槽设置于均布设置于所述上模座之中;所述气流管路与所述活塞相连通;若干所述活塞均匀分布设置于所述热流道主唧嘴的周边;每一所述阀针对应一所述活塞设置,所述阀针装设于所述活塞的下方;所述上模座冷却水路均布设置于所述上模座之中。
5、所述热流道主唧嘴向下伸入所述流道板之中,所述热流道主唧嘴与每一所述分唧嘴相连通;每一所述分唧嘴分别对应每一所述阀针设置;
6、所述下模板设置有模仁结构以及成型冷却水路,所述模仁结构与所述分唧嘴相连通,两所述成型冷却水路分别设置于所述模仁结构的上、下方;设置于所述模仁结构上方的一所述成型冷却水路与所述上模板相连;所述复位脱模结构设置于所述模仁结构的下方,两所述下止位部分别设置于所述复位脱模结构的两侧,所述下模座设置于所述复位脱模结构的下方。
7、进一步的,所述复位脱模结构具有上移动板、复位推板、若干顶出针、若干复位弹簧以及若干导引柱。
8、进一步的,所述上移动板设置于所述下模座之上。
9、进一步的,所述复位推板与所述上移动板相连。
10、进一步的,所述复位推板与所述上移动板之间限位连接每一所述顶出针;若干所述顶出针的顶部均匀连接于所述模仁结构之中。
11、进一步的,若干所述复位弹簧均匀对半分别设置于所述复位推板的两侧。
12、进一步的,每一所述复位弹簧的顶部抵接所述下模板的底部。
13、进一步的,若干所述导引柱均分布设置于所述上移动板与所述复位推板的周边。
14、进一步的,每一所述导引柱的底部与所述下模座相连。
15、进一步的,每一所述导引柱的顶部与所述下模板相连。
16、综上所述,本实用新型一种针阀式热唧嘴模具采用了针阀式热流道,以使注塑完成后实现少水口料或无水口料的效果;明显提升了注塑件的外观质量,并减少了注塑件的后续加工工序;有效节约了原料生产成本,并通过冷却水路的分别设置,能精准地控制模具的温度,提高了生产效率和良品率。
技术特征:1.一种针阀式热唧嘴模具,其特征在于,其包括:上模架结构(1)以及下模架结构(2),所述上模架结构(1)与所述下模架结构(2)相对开合式连接;所述上模架结构(1)具有自下而上依次设置的上模板(101)、上垫板(102)以及上模座(103);所述下模架结构(2)具有自上而下依次设置的下模板(201)、复位脱模结构(202)、下止位部(203)以及下模座(204);
2.根据权利要求1所述的一种针阀式热唧嘴模具,其特征在于:所述复位脱模结构(202)具有上移动板(202a)、复位推板(202b)、若干顶出针(202c)、若干复位弹簧(202d)以及若干导引柱(202e)。
3.根据权利要求2所述的一种针阀式热唧嘴模具,其特征在于:所述上移动板(202a)设置于所述下模座(204)之上。
4.根据权利要求3所述的一种针阀式热唧嘴模具,其特征在于:所述复位推板(202b)与所述上移动板(202a)相连。
5.根据权利要求4所述的一种针阀式热唧嘴模具,其特征在于:所述复位推板(202b)与所述上移动板(202a)之间限位连接每一所述顶出针(202c);若干所述顶出针(202c)的顶部均匀连接于所述模仁结构(201a)之中。
6.根据权利要求5所述的一种针阀式热唧嘴模具,其特征在于:若干所述复位弹簧(202d)均匀对半分别设置于所述复位推板(202b)的两侧。
7.根据权利要求6所述的一种针阀式热唧嘴模具,其特征在于:每一所述复位弹簧(202d)的顶部抵接所述下模板(201)的底部。
8.根据权利要求7所述的一种针阀式热唧嘴模具,其特征在于:若干所述导引柱(202e)均分布设置于所述上移动板(202a)与所述复位推板(202b)的周边。
9.根据权利要求8所述的一种针阀式热唧嘴模具,其特征在于:每一所述导引柱(202e)的底部与所述下模座(204)相连。
10.根据权利要求9所述的一种针阀式热唧嘴模具,其特征在于:每一所述导引柱(202e)的顶部与所述下模板(201)相连。
技术总结本技术公开了一种针阀式热唧嘴模具,其属于注塑模具的技术领域,其包括:上模架结构以及下模架结构,所述上模架结构与所述下模架结构相对开合式连接。所述上模架结构具有自下而上依次设置的上模板、上垫板以及上模座;所述下模架结构具有自上而下依次设置的下模板、复位脱模结构、下止位部以及下模座。本技术提高了注塑产品的生产质量和美观度,并可使注塑产品的结构稳定性高。技术研发人员:张小卫,何俊强受保护的技术使用者:惠州泰利电子有限公司技术研发日:20231030技术公布日:2024/6/26本文地址:https://www.jishuxx.com/zhuanli/20240723/211628.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表