一种复合材料盒型结构制备工具及制备方法与流程
- 国知局
- 2024-08-01 03:13:04
本发明涉及复合材料应用,具体是一种复合材料盒型结构制备工具及制备方法。
背景技术:
1、随着复合材料的发展和使用,因其优异的性能而被广泛应用于航空、航天、船舶、轨道交通等高新技术领域。复合材料有优异的比强度、比刚度,还有较好的耐腐蚀、耐疲劳等优异性能。复合材料的广泛应用能够有效地减轻结构重量的同时,还能更好的延长结构维护间隔和使用寿命等优点,特别是对于易积水、易腐蚀、不便经常维护的结构区域,复合材料的应用优势会更加明显。
2、盒型结构是各领域常用的一种基础构件,例如飞机翼肋,以及航天、船舶、轨道交通等领域挡水盘、电池盒等盒型结构,传统的盒型结构普遍采用铝合金等金属结构,长期使用易产生腐蚀问题,因此,能够满足强度、刚度要求,耐腐蚀、重量轻、便于维护等要求的复合材料盒型结构正在逐渐替代传统的金属盒型结构。但目前的复合材料盒型结构一般采用热固性复合材料进行制备,制备工具以及工艺比较复杂,导致在批量生产过程中操作繁琐,成本较高,有待进一步优化改进。
技术实现思路
1、为解决背景技术存在的不足,本发明提供一种复合材料盒型结构制备工具及制备方法,它通过边框杆、转折连杆和双头万向节组合成可进行折叠的矩形料框,结构简单,热塑复合材料片预先进行简单的裁剪,通过折叠即可形成预成型体,有助于批量生产过程中的操作简化和成本控制。
2、为实现上述目的,本发明采取下述技术方案:
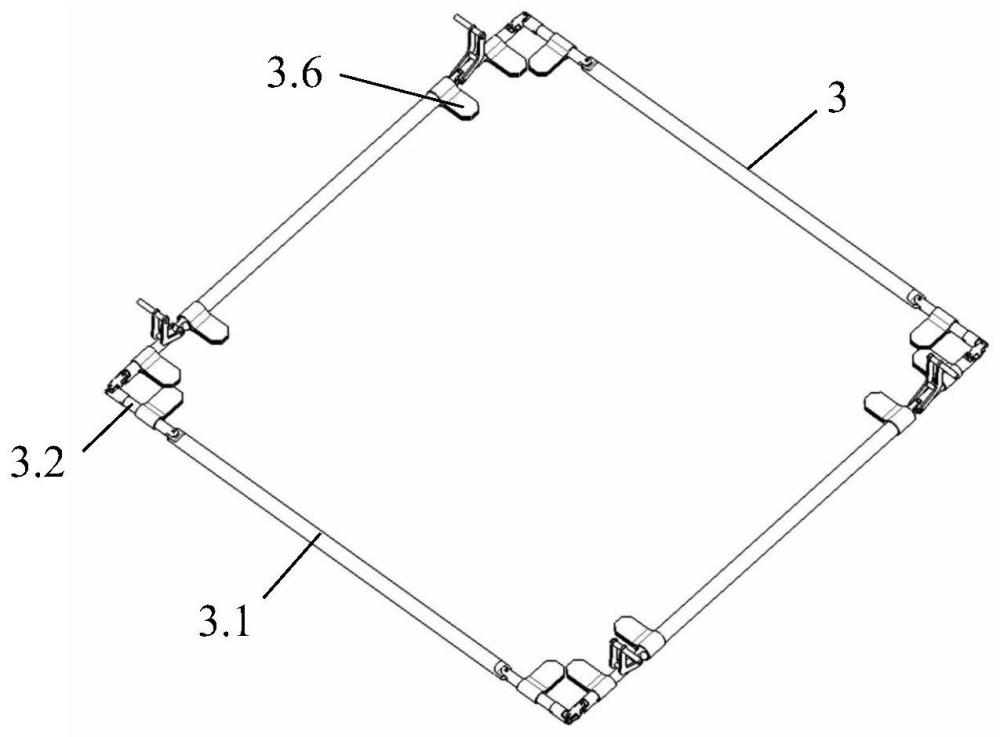
3、一种复合材料盒型结构制备工具,包括折叠成型料框,所述折叠成型料框包括四条呈矩形排布的框边,每条所述框边由一根边框杆及铰接安装在所述边框杆两端的两根转折连杆组成,每根所述转折连杆外侧端固定安装连杆接头,其中两条相对框边两端的两根转折连杆能够以与边框杆的铰接点为中心水平摆动,另外两条相对框边两端的两根转折连杆能够以与边框杆的铰接点为中心竖向摆动,每根能够竖向摆动的转折连杆与边框杆的铰接点位置分别安装转折摇把,所述转折摇把主体为l形结构的摇臂且其底端支臂的端点与铰接点转动连接,所述摇臂的顶端支臂设置手柄,摇臂位于两支臂交点位置横向设置限位挡杆压装在转折连杆上,每两条相交框边之间通过双头万向节将对应的两个所述连杆接头连接,每条框边上安装多个夹持端朝向框边内侧的料片弹簧夹。
4、一种复合材料盒型结构制备方法,包括以下步骤:
5、步骤一:根据待制备的盒型结构承载需求按盒型展开图增加余量并进行裁切下料制备热塑复合材料片,在所述热塑复合材料片四角位置裁剪预制四个直向豁口和四个斜向豁口作为转折剪口;
6、步骤二:将热塑复合材料片放置在折叠成型料框内部并通过多个料片弹簧夹对余量区域进行夹装固定,保证所述四个直向豁口内侧边缘以及所述四个斜向豁口两侧边缘均通过料片弹簧夹进行固定,之后对热塑复合材料片加热软化;
7、步骤三:准备热压组合模具,所述热压组合模具包括上模具和下模具,所述下模具顶部设置有与盒型结构内部截面相配合的凸台,所述上模具底部设置有与盒型结构外部截面相配合的凹槽;
8、步骤四:将软化的热塑复合材料片铺放支撑在下模具顶部凸台上,先下压四个转折摇把使其中两条相对框边夹持的热塑复合材料片两侧区域竖直向下弯折形成其中两个盒壁,弯折痕迹为四个直向豁口所在的两条直线,之后持续按压四个转折摇把,在下模具顶部凸台的支撑和热塑复合材料片张紧力的作用下,完成盒型结构底部边缘的翻边包角,最后继续按压四个转折摇把拉扯另外两条相对框边夹持的热塑复合材料片两侧区域竖直向下弯折形成余下两个盒壁,最终热塑复合材料片被弯折形成预成型体;
9、步骤五:通过上模具底部凹槽与下模具顶部凸台将所述预成型体进行压合,热压组合模具实现安装在热压机上进行预热,之后通过热压机对热压组合模具进行合模加压排除预成型体的内部孔隙;
10、步骤六:将完成热压的预成型体进行脱模并在室温下自然冷却;
11、步骤七:根据设计外形尺寸进行机加修型,制备得到盒型结构。
12、与现有技术相比,本发明的有益效果是:本发明通过边框杆、转折连杆和双头万向节组合成可进行折叠的矩形料框,结合料片弹簧夹对热塑复合材料片进行夹装固定,结构简单,操作方便,热塑复合材料片预先进行简单的裁剪,在热压组合模具配合下,能够通过简单的折叠即可形成盒型结构的预成型体,预成型体底部边缘在折叠过程中形成内侧隐藏式的翻边包角能够消除多余材料的影响,同时有助于对底部边缘进行加固,之后通过热压固化形成需要的复合材料盒型结构,制造难度低,有助于批量生产过程中的操作简化和成本控制,适用范围广。
技术特征:1.一种复合材料盒型结构制备工具,其特征在于:包括折叠成型料框(3),所述折叠成型料框(3)包括四条呈矩形排布的框边,每条所述框边由一根边框杆(3.1)及铰接安装在所述边框杆(3.1)两端的两根转折连杆(3.2)组成,每根所述转折连杆(3.2)外侧端固定安装连杆接头(3.3),其中两条相对框边两端的两根转折连杆(3.2)能够以与边框杆(3.1)的铰接点为中心水平摆动,另外两条相对框边两端的两根转折连杆(3.2)能够以与边框杆(3.1)的铰接点为中心竖向摆动,每根能够竖向摆动的转折连杆(3.2)与边框杆(3.1)的铰接点位置分别安装转折摇把(3.5),所述转折摇把(3.5)主体为l形结构的摇臂(3.5.1)且其底端支臂的端点与铰接点转动连接,所述摇臂(3.5.1)的顶端支臂设置手柄(3.5.2),摇臂(3.5.1)位于两支臂交点位置横向设置限位挡杆(3.5.3)压装在转折连杆(3.2)上,每两条相交框边之间通过双头万向节(3.4)将对应的两个所述连杆接头(3.3)连接,每条框边上安装多个夹持端朝向框边内侧的料片弹簧夹(3.6)。
2.根据权利要求1所述的一种复合材料盒型结构制备工具,其特征在于:所述边框杆(3.1)均采用伸缩杆。
3.一种复合材料盒型结构制备方法,其特征在于:根据权利要求1所述的制备工具,制备复合材料盒型结构的方法包括以下步骤:
4.根据权利要求3所述的一种复合材料盒型结构制备方法,其特征在于:所述步骤一中的余量为30mm~50mm。
5.根据权利要求3所述的一种复合材料盒型结构制备方法,其特征在于:所述上模具(4.1)设置拔模角度或采用分体组合模具结构。
6.根据权利要求3所述的一种复合材料盒型结构制备方法,其特征在于:所述下模具(4.2)的凸台四角位置预制有与盒型结构(1)底部边缘的翻边包角相匹配的模具下陷。
技术总结一种复合材料盒型结构制备工具及制备方法,涉及复合材料应用技术领域。折叠成型料框包括四条框边,每条框边由边框杆及铰接安装在其两端的两根转折连杆组成,转折连杆外侧端固定安装连杆接头,其中能够竖向摆动的转折连杆与边框杆的铰接点位置安装转折摇把,每两条相交框边之间通过双头万向节将对应的两个连杆接头连接,每条框边上安装多个料片弹簧夹。通过边框杆、转折连杆和双头万向节组合成可进行折叠的矩形料框,结构简单,热塑复合材料片预先进行简单的裁剪,通过折叠即可形成预成型体,有助于批量生产过程中的操作简化和成本控制。技术研发人员:刘天祺,成孝哲受保护的技术使用者:上海晟纤复合材料有限公司技术研发日:技术公布日:2024/6/30本文地址:https://www.jishuxx.com/zhuanli/20240723/212027.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表