一种螺纹脱模模具的制作方法
- 国知局
- 2024-08-01 03:14:35
本技术涉及注塑模具,具体为一种螺纹脱模模具。
背景技术:
1、汽车卷线轴是应用在汽车内部零件重要组成部分,其包括主轴,在主轴上开设有螺纹,用于线束的缠绕,更具体的,汽车卷线轴通常采用注塑模具一体成型的方式生产。其中注塑模是占有大量市场的一种,随着各种塑料产品的需求,注塑模也在飞速发展,现有的注塑模自动化水平越来越高,精度也越来越高,可随着精度及自动化水平的提高,模具的结构也变得非常的复杂。
2、现有技术中的申请号为202223007141.5,授权公开号为cn219667296u,发明名称为一种注塑模具的中国实用新型专利,上述专利中公开了一种注塑模具,旨在解决现有注塑模具拆装不便而影响生产效率的问题。上述专利中的注塑模具包括从上向下设置的上模架、下模架和支撑座,上模架和下模架上分别形成有相扣合的第一凹槽和第二凹槽,从第二凹槽的槽底的一部分向下延伸贯通有第一竖直通道,第一凹槽和第二凹槽内分别可拆卸地设有上模仁和下模仁,支撑座上形成有第二竖直通道。
3、上述专利中上述专利中简化了拆装操作,方便了上模仁、下模仁、顶针、导柱和顶针板的更换,提高了生产效率。公知的,为了方便汽车卷线轴注塑成型,在模仁内部设置有与卷线轴相匹配的螺纹腔,注塑完成后在脱模的过程中,模仁上的螺纹腔存在与卷线轴螺纹段粘接的情况,因此在脱模的过程中,模仁存在带动卷线轴同步滑动的情况,造成汽车卷线轴产品受损,存在一定的不足。
技术实现思路
1、本实用新型的目的在于提供一种螺纹脱模模具,以解决上述背景技术中提出的问题。
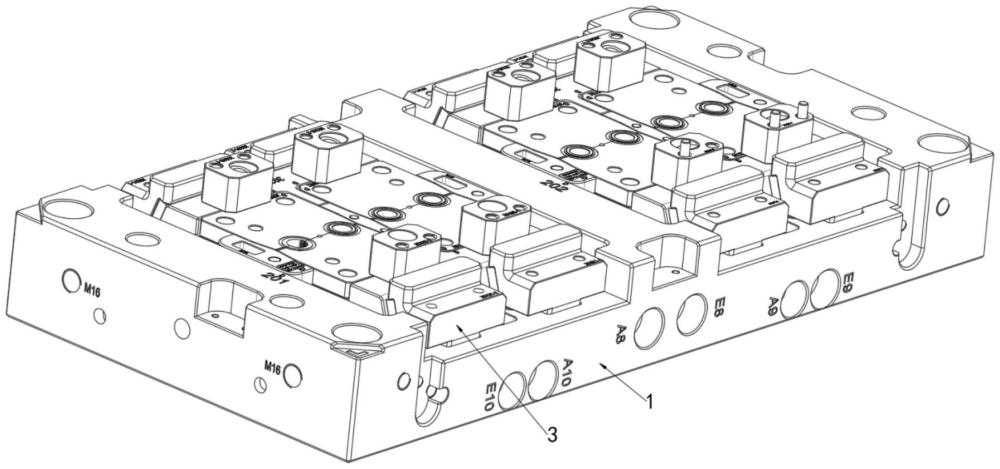
2、为实现上述目的,本实用新型提供如下技术方案:一种螺纹脱模模具,包括定模以及动模,所述动模上设置有注塑通道,所述定模的两侧上均设置有模仁,两所述模仁之间形成注塑腔,所述注塑腔与注塑通道相连通用于注塑工件,所述注塑腔内部开设有若干组留置槽,所述工件注塑一体成型若干组有凸块,每个所述凸块分别卡接在留置槽内;所述定模上设置有用于驱使驱使两所述模仁向两侧滑动的驱动件。
3、进一步地,所述驱动件包括安装在模仁上的驱动块,所述驱动块上设置有驱动部。
4、进一步地,多组所述留置槽呈圆周阵列分布设置在注塑腔周测。
5、进一步地,所述定模底部设置有顶出组件,用于将工件顶出。
6、进一步地,所述顶出组件包括滑动连接在定模底部的顶出块,所述顶出块底部设置有驱动杆,所述驱动杆底部安装有顶出驱动单元,驱动单元驱使顶出块与工件抵接。
7、进一步地,所述顶出组件还包括若干组滑动连接在定模上的顶出杆,多组所述顶出杆底部设置有动力件。
8、与现有技术相比,本实用新型的有益效果是:该螺纹脱模模具,通过定模、动模、凸块、留置槽以及驱动件之间的配合,在需要脱模作业时,首先驱使动模与定模分离,之后通过驱动件驱使两侧的模仁向工件的两侧滑动,在两侧的模仁滑动过程中,由于工件上的凸块卡接在注塑腔内部的留置槽内部,因此在模仁的滑动过程中并不会带动工件出现左右横移的情况,在各个模仁接触对工件的限制,之后便可以通过外界中的机械手等设备将注塑腔体内部的工件取出,从而能够保证工件在脱模作业过程中不会出现受损的情况,提高工件的良品率,满足工作需要。
技术特征:1.一种螺纹脱模模具,包括定模(1)以及动模,所述动模上设置有注塑通道,其特征在于:
2.根据权利要求1所述的一种螺纹脱模模具,其特征在于:所述驱动件包括安装在模仁(2)上的驱动块(3),所述驱动块(3)上设置有驱动部。
3.根据权利要求1所述的一种螺纹脱模模具,其特征在于:多组所述留置槽(5)呈圆周阵列分布设置在注塑腔(4)周测。
4.根据权利要求1所述的一种螺纹脱模模具,其特征在于:所述定模(1)底部设置有顶出组件,用于将工件(6)顶出。
5.根据权利要求4所述的一种螺纹脱模模具,其特征在于:所述顶出组件包括滑动连接在定模(1)底部的顶出块(8),所述顶出块(8)底部设置有驱动杆,所述驱动杆底部安装有顶出驱动单元,驱动单元驱使顶出块(8)与工件(6)抵接。
6.根据权利要求4所述的一种螺纹脱模模具,其特征在于:所述顶出组件还包括若干组滑动连接在定模(1)上的顶出杆(9),多组所述顶出杆(9)底部设置有动力件。
技术总结本技术涉及注塑模具技术领域,具体公开了一种螺纹脱模模具,包括定模以及动模,所述动模上设置有注塑通道,所述定模的两侧上均设置有模仁,所述注塑腔与注塑通道相连通用于注塑工件,所述注塑腔内部开设有若干组留置槽,所述工件注塑一体成型若干组有凸块,每个所述凸块分别卡接在留置槽内;所述定模上设置有用于驱使驱使两所述模仁向两侧滑动的驱动件。首先驱使动模与定模分离,之后通过驱动件驱使两侧的模仁向工件的两侧滑动,在两侧的模仁滑动过程中,由于工件上的凸块卡接在注塑腔内部的留置槽内部,因此在模仁的滑动过程中并不会带动工件出现左右横移的情况,从而能够保证工件在脱模作业过程中不会出现受损的情况。技术研发人员:何志武受保护的技术使用者:苏州希尔林机械科技有限公司技术研发日:20231031技术公布日:2024/7/4本文地址:https://www.jishuxx.com/zhuanli/20240723/212134.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表