复合材料壳体的模压成型检测方法、装置、设备及介质与流程
- 国知局
- 2024-08-01 03:40:49
本发明涉及高压瓶制造,尤其涉及一种复合材料壳体的模压成型检测方法、装置、设备及介质。
背景技术:
1、复合材料壳体由于其特殊的材料性质,具有轻质、高强度、耐腐蚀等特点,在许多领域中得到广泛应用,比如,飞机制造过程中机身、机翼、尾翼、航天器外壳等,汽车制造过程中车身部件、车门、引擎罩、车顶等。复合材料壳体的制造过程需要严格控制温度和压力,以确保其质量和性能满足要求。
2、目前,现有的复合材料壳体生产过程中主要通过引入自动化控制系统,可以实时监测和控制生产过程中的温度和压力。该系统通过传感器和控制器,实现对温度和压力的实时采集和反馈控制。
3、但是,现有的自动化控制系统通常使用固定位置的传感器和控制器来检测。然而,复合材料壳体的种类和型号较多,每种种类和型号可能具有不同的制造要求和工艺参数。因此,仅仅使用固定位置的设备可能无法准确地检测到每个区域的温度和压力,导致控制不准确或质量不稳定。
技术实现思路
1、本发明提供了一种复合材料壳体的模压成型检测方法、装置、设备及介质,用于解决背景技术提出的技术问题。
2、本发明采用下述技术方案:
3、本发明提供的一种复合材料壳体的模压成型检测方法,包括:
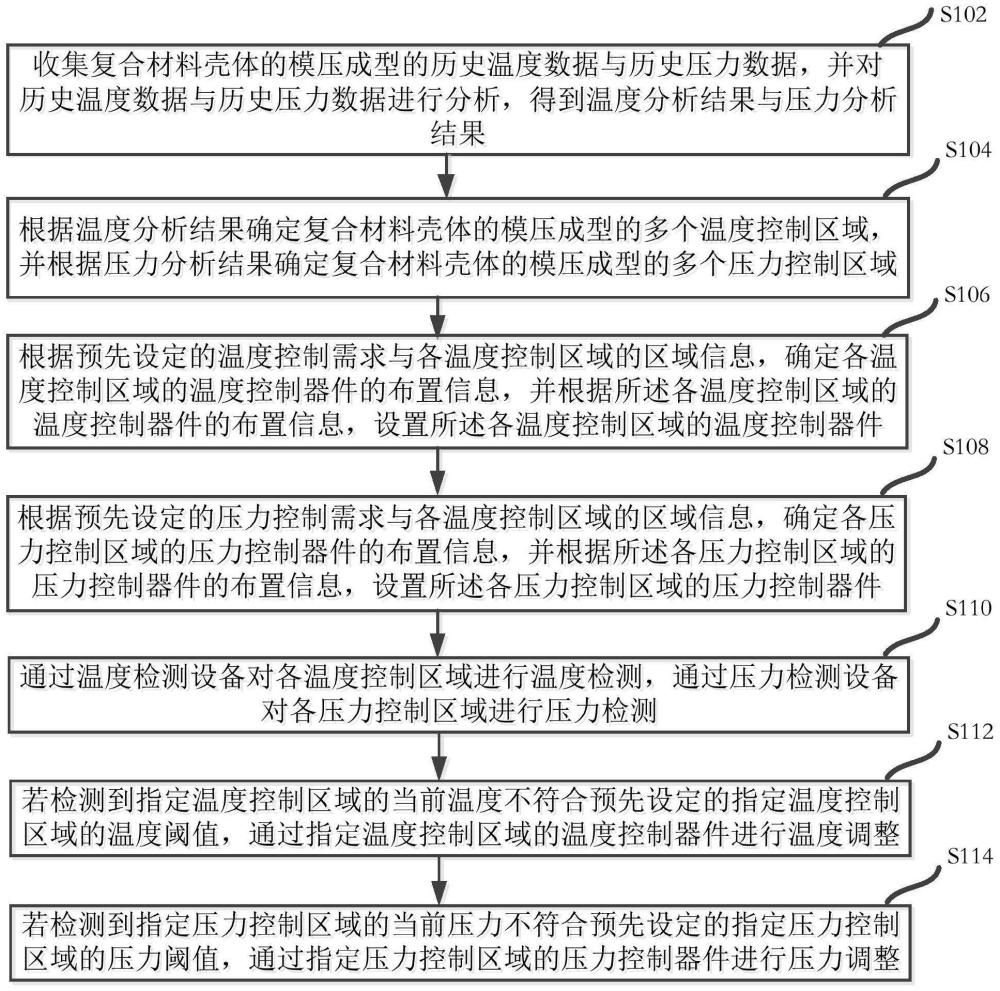
4、收集复合材料壳体的模压成型的历史温度数据与历史压力数据,并对所述历史温度数据与所述历史压力数据进行分析,得到温度分析结果与压力分析结果:
5、根据所述温度分析结果确定复合材料壳体的模压成型的多个温度控制区域,并根据所述压力分析结果确定复合材料壳体的模压成型的多个压力控制区域;
6、根据预先设定的温度控制需求与各温度控制区域的区域信息,确定各温度控制区域的温度控制器件的布置信息,并根据所述各温度控制区域的温度控制器件的布置信息,设置所述各温度控制区域的温度控制器件;
7、根据预先设定的压力控制需求与各温度控制区域的区域信息,确定各压力控制区域的压力控制器件的布置信息,并根据所述各压力控制区域的压力控制器件的布置信息,设置所述各压力控制区域的压力控制器件;
8、通过温度检测设备对各温度控制区域进行温度检测,通过压力检测设备对各压力控制区域进行压力检测;
9、若检测到指定温度控制区域的当前温度不符合预先设定的所述指定温度控制区域的温度阈值,通过所述指定温度控制区域的温度控制器件进行温度调整;
10、若检测到指定压力控制区域的当前压力不符合预先设定的所述指定压力控制区域的压力阈值,通过所述指定压力控制区域的压力控制器件进行压力调整。
11、需要说明的是,本发明通过上述的温度检测和压力检测,可以在复合材料壳体的模压成型过程中起到很好的检测效果,下述为上述温度检测与压力检测起到的有益效果:
12、温度检测:模压成型过程中,温度的控制对于确保材料的流动性和填充性非常重要。通过对模具和材料的温度进行实时监测和控制,可以确保材料在适宜的温度范围内保持流动状态,以便充分填充模具,获得预期的形状和尺寸。温度检测还可以帮助发现温度异常、过热或过冷等问题,从而及时采取措施进行调整和修正。
13、压力检测:在模压成型过程中,通过施加压力可以确保金属材料充分填充模具,并获得所需的强度和密度。压力的大小和施加方式对于模压成型的质量和成型效果至关重要。通过检测和控制压力的变化,可以及时调整模具和液态介质的供给,保证压力在适宜的范围内,避免过高或不足的压力导致成型缺陷或质量问题。
14、综上所述,温度和压力的检测在复合材料壳体的模压成型过程中具有重要作用,能够确保材料的流动性、填充性和成型质量,进而提高复合材料壳体的强度、密封性和使用寿命。
15、同时,本发明上述内容相比于现有技术,还具有下述有益效果:
16、精确的温度和压力控制:通过收集历史温度数据和历史压力数据,并进行分析,能够得到温度分析结果和压力分析结果。根据这些结果,可以确定复合材料壳体的多个温度控制区域和压力控制区域,并根据预先设定的控制需求,设置相应的温度控制器件和压力控制器件。这样,可以实现对复合材料壳体模压成型过程中的温度和压力进行更准确的控制,提高产品的质量和稳定性。
17、实时监测和调整:通过使用温度检测设备和压力检测设备,可以对各温度控制区域和压力控制区域进行实时温度和压力的检测。如果检测到指定区域的当前温度或压力不符合预设的阈值,可以通过相应的控制器件进行温度或压力的调整。这样可以及时发现和纠正生产过程中的问题,避免产品质量的不稳定性。
18、提高生产效率:通过根据区域信息确定温度控制器件和压力控制器件的布置信息,可以更合理地分布控制器件,提高生产过程中的温度和压力控制的效率和精度。这有助于减少生产过程中的时间浪费和成本,提高生产效率和经济效益。
19、进一步的,所述收集复合材料壳体的模压成型的历史温度数据与历史压力数据,并对所述历史温度数据与所述历史压力数据进行分析,得到温度分析结果与压力分析结果,包括:
20、收集复合材料壳体的模压成型各时间点记录的多个预设位置的历史温度数据与历史压力数据;
21、对所述各时间点记录的多个预设位置的历史温度数据与历史压力数据进行分析,得到各预设位置的温度变化趋势与压力震荡幅度。
22、需要说明的是,本发明通过上述内容,具有下述有益效果:
23、过程分析:通过收集复合材料壳体模压成型的历史温度数据和历史压力数据,并进行分析,可以得到温度分析结果和压力分析结果。这些分析结果可以帮助了解模压成型过程中温度的变化趋势和压力的震荡幅度。通过对这些数据进行分析,可以揭示出模压成型过程中可能存在的问题或异常情况,为后续的控制和调整提供依据。
24、参数优化:通过对历史温度数据和压力数据的分析,可以确定预设位置的温度变化趋势和压力震荡幅度。这些信息可以用于优化模压成型过程中各预设位置的温度控制和压力控制参数。通过对温度和压力的准确控制,可以提高模压成型的质量和一致性,减少缺陷的产生,提高生产效率。
25、异常监测:通过对历史温度数据和压力数据进行分析,可以确定温度和压力的正常变化范围。如果分析结果显示某些预设位置的温度变化或压力震荡超出了设定的阈值,就意味着可能存在异常情况。这可以帮助及时发现潜在问题,采取相应的措施进行调整和修正,以避免生产缺陷的发生。
26、进一步的,所述根据所述温度分析结果确定复合材料壳体的模压成型的多个温度控制区域,并根据所述压力分析结果确定复合材料壳体的模压成型的多个压力控制区域,包括:
27、确定所述各预设位置间的距离信息;
28、根据所述各预设位置的温度变化趋势,确定所述各预设位置的温度变化趋势相似度;
29、根据所述各预设位置的温度变化趋势相似度与所述各预设位置间的距离信息,确定复合材料壳体的模压成型的多个压力控制区域;
30、根据所述各预设位置的压力震荡幅度,确定所述各预设位置的压力震荡幅度相似度;
31、根据所述各预设位置的压力震荡幅度相似度与所述各预设位置间的距离信息,确定复合材料壳体的模压成型的多个压力控制区域。
32、需要说明的是,本发明通过上述内容,具有下述有益效果:
33、区域划分优化:通过根据温度分析结果和压力分析结果,结合预设位置间的距离信息,确定复合材料壳体的模压成型的多个温度控制区域和压力控制区域。这样的区域划分考虑了预设位置之间的距离,能够更准确地划分出不同的温度控制和压力控制区域,以满足模压成型过程中不同位置的温度和压力需求。
34、温度控制精度提高:通过确定各预设位置的温度变化趋势相似度,可以更准确地判断相邻位置之间的温度趋势是否相似。这有助于划分出温度变化相似的区域,并相应地设置温度控制器件,使得各个温度控制区域的温度控制更加精确和稳定。
35、压力控制精度提高:通过确定各预设位置的压力震荡幅度相似度,可以更准确地判断相邻位置之间的压力变化的相似度。这有助于划分出压力变化相似的区域,并相应地设置压力控制器件,使得各个压力控制区域的压力控制更加精确和稳定。
36、能量和时间优化:通过将预设位置的相似度、距离信息和设定的控制需求综合考虑,能够更合理地划分出温度和压力控制区域,并相应地设置控制器件。这使得能量和时间能够更加高效地分配,减少能量和时间的浪费,提高生产效率和能源利用率。
37、进一步的,所述温度控制需求为温度控制精度,所述各温度控制区域的区域信息包括各温度控制区域的面积与形状,所述温度控制器件的布置信息包括温度控制器件的布置数量与布置位置;
38、所述根据预先设定的温度控制需求与各温度控制区域的区域信息,确定各温度控制区域的温度控制器件的布置信息,包括:
39、根据所述温度控制精度与所述各温度控制区域的面积,确定各温度控制区域中的温度控制器件的布置数量;
40、根据各温度控制区域的形状,确定各温度控制区域中的温度控制器件的布置位置。
41、需要说明的是,本发明通过上述内容,具有下述有益效果:
42、温度控制精度提高:通过根据预设的温度控制需求和各温度控制区域的面积来确定温度控制器件的布置数量,可以更准确地根据温度控制的需求来配置控制器件。如果某一温度控制区域的面积较大,可以增加温度控制器件的数量,以提高温度控制的精度和稳定性。反之,如果某一温度控制区域的面积较小,可以适当减少温度控制器件的数量,以降低成本和资源消耗,同时保证温度控制的要求。
43、布置灵活性:通过根据各温度控制区域的形状来确定温度控制器件的布置位置,可以更好地适应不同形状的温度控制区域。对于形状复杂的温度控制区域,可以根据其布置位置来合理安排温度控制器件,以确保温度控制的均衡性和一致性。这样的布置灵活性有助于在模压成型过程中准确控制各个温度控制区域的温度,从而提高模压成型的质量和一致性。
44、进一步的,所述确定各温度控制区域的温度控制器件的布置信息后,所述方法还包括:
45、确定各相邻温度控制区域之间的温度交差程度;
46、若指定相邻温度控制区域之间的温度交差程度超出预设阈值,在所述指定相邻温度控制区域之间设置补充温度控制器。
47、需要说明的是,本发明通过上述内容,具有下述有益效果:
48、提高温度控制的精度和稳定性:通过确定各相邻温度控制区域之间的温度交差程度,可以更准确地了解不同区域的温度差异,从而有针对性地调整温度控制器件的布置和设置补充温度控制器。这将帮助提高温度控制的精度和稳定性,确保各个区域的温度差异在可接受的范围内。
49、提高能源利用效率:通过设置补充温度控制器,可以在温度交差程度超出预设阈值的相邻区域中进行额外的温度控制。这样可以避免温度过高或过低,减少能源的浪费,提高能源利用效率。
50、优化工艺生产效率:对于需要在不同温度控制区域进行工艺生产的情况,通过合理布置温度控制器件和设置补充温度控制器,可以减少温度交差程度超过预设阈值的情况,提高工艺生产的效率和稳定性。
51、增强设备的使用寿命:过大的温度交差程度可能对温度控制器件和设备本身造成不利影响,如热膨胀、热应力等。通过限制温度交差程度和及时补充温度控制器,可以减少这些不利影响,延长设备的使用寿命。
52、进一步的,所述压力控制需求为压力控制精度,所述各压力控制区域的区域信息包括各压力控制区域的面积与形状,以及压力传输管道的布局,所述温度控制器件的布置信息包括温度控制器件的布置数量与布置位置;
53、所述根据预先设定的压力控制需求与各温度控制区域的区域信息,确定各压力控制区域的压力控制器件的布置信息,包括:
54、根据所述压力控制精度与所述各压力控制区域的面积,确定各压力控制区域中的压力控制器件的布置数量;
55、根据各压力控制区域的形状与压力传输管道的布局,确定各压力控制区域中的压力控制器件的布置位置。
56、需要说明的是,本发明通过上述内容,具有下述有益效果:
57、提高压力控制的精度和稳定性:通过根据预先设定的压力控制需求、各压力控制区域的区域信息以及压力控制精度,确定各压力控制区域的布置信息。这将有助于精确地控制各个区域的压力,提高压力控制的精度和稳定性。
58、优化压力控制区域的布局和数量:根据各压力控制区域的面积和形状,以及压力传输管道的布局,确定压力控制器件的布置位置和数量。这将有助于优化压力控制区域的布局,确保各个区域的压力控制均匀和有效。
59、提高能源利用效率:通过精确控制各压力控制区域的压力,可以避免过高或过低的压力,减少能源的浪费。优化布置和数量的压力控制器件可以帮助实现更有效的能源利用,提高能源利用效率。
60、优化管道布局和管道系统设计:根据各压力控制区域的形状和压力传输管道的布局,确定压力控制器件的布置位置。这将有助于优化管道布局和整体管道系统的设计,提高管道系统的效率和稳定性。
61、进一步的,所述温度控制器件包括温度调节阀门,用于根据所述指定温度控制区域的当前温度与所述指定温度控制区域的温度阈值生成温度控制信号,并通过所述温度控制信号调节能量的输入或输出,以控制温度值;
62、所述压力控制器件包括压力调节阀门,用于根据所述指定压力控制区域的当前压力与所述指定压力控制区域的压力阈值生成压力控制信号,并通过所述压力控制信号调节能量的输入或输出,以控制压力值。
63、需要说明的是,本发明通过上述内容,具有下述有益效果:
64、提高温度控制的精度和稳定性:通过使用温度调节阀门,根据指定温度控制区域的当前温度与温度阈值生成温度控制信号,并通过调节能量的输入或输出来控制温度值。这将有助于提高温度控制的精度和稳定性,确保温度始终在指定的范围内。
65、优化能源利用和节能效果:通过根据当前温度与温度阈值生成温度控制信号,并调节能量的输入或输出,温度控制器件可以准确控制能量的使用,避免能量的浪费,从而实现优化能源利用和节能效果。
66、提高压力控制的精度和稳定性:通过使用压力调节阀门,根据指定压力控制区域的当前压力与压力阈值生成压力控制信号,并通过调节能量的输入或输出来控制压力值。这将有助于提高压力控制的精度和稳定性,确保压力处于预定的范围内。
67、优化安全性和稳定性:通过使用温度调节阀门和压力调节阀门,根据当前温度和压力与阈值生成相应的控制信号,并调节能量的输入或输出,可以实现对温度和压力的精确控制。这将有助于确保系统的安全性和稳定性,防止温度和压力超过安全限制,避免设备损坏或事故发生。
68、本发明提供了一种复合材料壳体的模压成型检测装置,所述装置包括:
69、历史数据分析单元,收集复合材料壳体的模压成型的历史温度数据与历史压力数据,并对所述历史温度数据与所述历史压力数据进行分析,得到温度分析结果与压力分析结果:
70、控制区域确定单元,根据所述温度分析结果确定复合材料壳体的模压成型的多个温度控制区域,并根据所述压力分析结果确定复合材料壳体的模压成型的多个压力控制区域;
71、温度控制器件设置单元,根据预先设定的温度控制需求与各温度控制区域的区域信息,确定各温度控制区域的温度控制器件的布置信息,并根据所述各温度控制区域的温度控制器件的布置信息,设置所述各温度控制区域的温度控制器件;
72、压力控制器件设置单元,根据预先设定的压力控制需求与各温度控制区域的区域信息,确定各压力控制区域的压力控制器件的布置信息,并根据所述各压力控制区域的压力控制器件的布置信息,设置所述各压力控制区域的压力控制器件;
73、检测单元,通过温度检测设备对各温度控制区域进行温度检测,通过压力检测设备对各压力控制区域进行压力检测;
74、温度调整单元,若检测到指定温度控制区域的当前温度不符合预先设定的所述指定温度控制区域的温度阈值,通过所述指定温度控制区域的温度控制器件进行温度调整;
75、压力调整单元,若检测到指定压力控制区域的当前压力不符合预先设定的所述指定压力控制区域的压力阈值,通过所述指定压力控制区域的压力控制器件进行压力调整。
76、本发明提供了一种复合材料壳体的模压成型检测设备,包括:
77、至少一个处理器;以及,
78、与所述至少一个处理器通信连接的存储器;其中,
79、所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够:
80、收集复合材料壳体的模压成型的历史温度数据与历史压力数据,并对所述历史温度数据与所述历史压力数据进行分析,得到温度分析结果与压力分析结果:
81、根据所述温度分析结果确定复合材料壳体的模压成型的多个温度控制区域,并根据所述压力分析结果确定复合材料壳体的模压成型的多个压力控制区域;
82、根据预先设定的温度控制需求与各温度控制区域的区域信息,确定各温度控制区域的温度控制器件的布置信息,并根据所述各温度控制区域的温度控制器件的布置信息,设置所述各温度控制区域的温度控制器件;
83、根据预先设定的压力控制需求与各温度控制区域的区域信息,确定各压力控制区域的压力控制器件的布置信息,并根据所述各压力控制区域的压力控制器件的布置信息,设置所述各压力控制区域的压力控制器件;
84、通过温度检测设备对各温度控制区域进行温度检测,通过压力检测设备对各压力控制区域进行压力检测;
85、若检测到指定温度控制区域的当前温度不符合预先设定的所述指定温度控制区域的温度阈值,通过所述指定温度控制区域的温度控制器件进行温度调整;
86、若检测到指定压力控制区域的当前压力不符合预先设定的所述指定压力控制区域的压力阈值,通过所述指定压力控制区域的压力控制器件进行压力调整。
87、本发明提供了一种非易失性计算机存储介质,包括:
88、至少一个处理器;以及,
89、与所述至少一个处理器通信连接的存储器;其中,
90、所述存储器存储有可被所述至少一个处理器执行的指令,所述指令被所述至少一个处理器执行,以使所述至少一个处理器能够:
91、收集复合材料壳体的模压成型的历史温度数据与历史压力数据,并对所述历史温度数据与所述历史压力数据进行分析,得到温度分析结果与压力分析结果:
92、根据所述温度分析结果确定复合材料壳体的模压成型的多个温度控制区域,并根据所述压力分析结果确定复合材料壳体的模压成型的多个压力控制区域;
93、根据预先设定的温度控制需求与各温度控制区域的区域信息,确定各温度控制区域的温度控制器件的布置信息,并根据所述各温度控制区域的温度控制器件的布置信息,设置所述各温度控制区域的温度控制器件;
94、根据预先设定的压力控制需求与各温度控制区域的区域信息,确定各压力控制区域的压力控制器件的布置信息,并根据所述各压力控制区域的压力控制器件的布置信息,设置所述各压力控制区域的压力控制器件;
95、通过温度检测设备对各温度控制区域进行温度检测,通过压力检测设备对各压力控制区域进行压力检测;
96、若检测到指定温度控制区域的当前温度不符合预先设定的所述指定温度控制区域的温度阈值,通过所述指定温度控制区域的温度控制器件进行温度调整;
97、若检测到指定压力控制区域的当前压力不符合预先设定的所述指定压力控制区域的压力阈值,通过所述指定压力控制区域的压力控制器件进行压力调整。
98、本发明采用的上述至少一个技术方案能够达到以下有益效果:
99、精确的温度和压力控制:通过收集历史温度数据和历史压力数据,并进行分析,能够得到温度分析结果和压力分析结果。根据这些结果,可以确定复合材料壳体的多个温度控制区域和压力控制区域,并根据预先设定的控制需求,设置相应的温度控制器件和压力控制器件。这样,可以实现对复合材料壳体模压成型过程中的温度和压力进行更准确的控制,提高产品的质量和稳定性。
100、实时监测和调整:通过使用温度检测设备和压力检测设备,可以对各温度控制区域和压力控制区域进行实时温度和压力的检测。如果检测到指定区域的当前温度或压力不符合预设的阈值,可以通过相应的控制器件进行温度或压力的调整。这样可以及时发现和纠正生产过程中的问题,避免产品质量的不稳定性。
101、提高生产效率:通过根据区域信息确定温度控制器件和压力控制器件的布置信息,可以更合理地分布控制器件,提高生产过程中的温度和压力控制的效率和精度。这有助于减少生产过程中的时间浪费和成本,提高生产效率和经济效益。
本文地址:https://www.jishuxx.com/zhuanli/20240723/213518.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表