一种无缝全成型3D弦丝鞋面的制造方法与流程
- 国知局
- 2024-08-01 03:41:53
本发明涉及鞋面,特别涉及一种无缝全成型3d弦丝鞋面的制造方法。
背景技术:
1、飞织、贾卡或梭织面料是现在市场上经常用到的面料,这些面料透气效果不够好,没办法实现面料全方面透气,而且面料厚,容易导致用户穿着不适,为此申请人研发出了一种弦丝绣织面料及具有弦丝绣织面料的鞋子,申请号为:cn202110737991.1,虽然其能够实现其面料上各个位置均能够交叉产生有透气孔,进而使得其能够实现面料全方位的透气,使面料具有更好的透气效果。但是在采用弦丝绣织工艺制作面料的时候,存在着如下的缺点:制作工序并不简单,和传统工艺相比还是有裁面和缝合拼接的工序,导致鞋面的生产工艺过于繁琐,生产制造过程每个工序都需要有人工参与,需要的人力物力过大,不利于节约成本。
技术实现思路
1、因此,针对上述的问题,本发明提出一种无缝全成型3d弦丝鞋面及制造方法。
2、为实现上述目的,本发明的技术方案是提供了一种无缝全成型3d弦丝鞋面制造工艺:
3、步骤一:画稿,确认鞋面的版型以及尺寸;
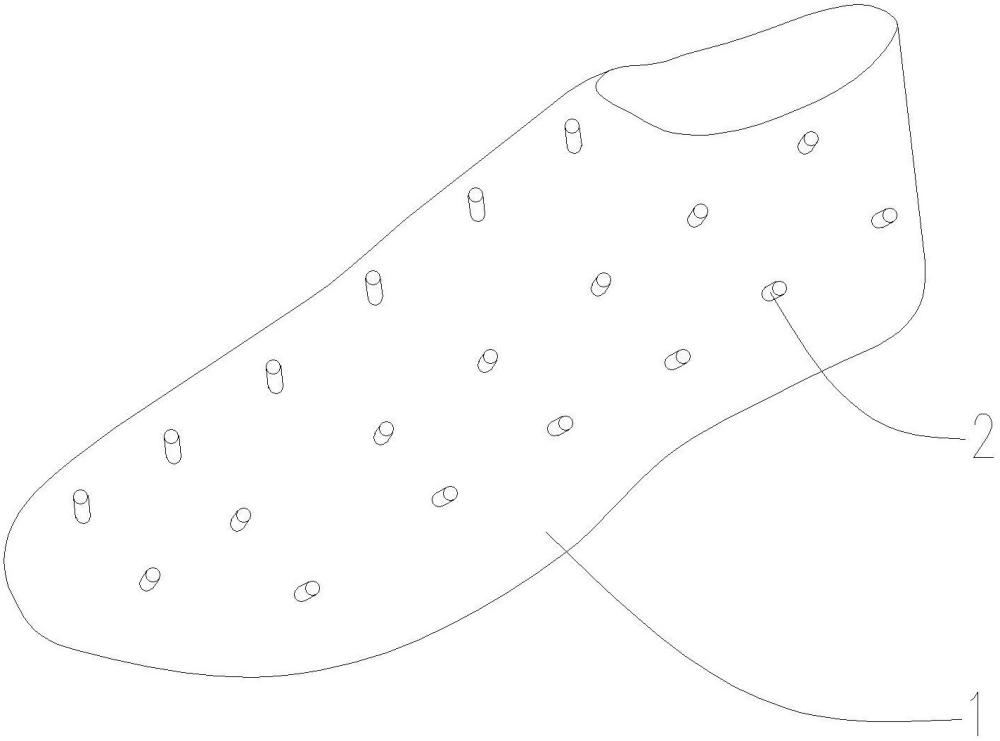
4、步骤二:制模,根据鞋面的尺寸制造出符合鞋面形状的鞋模,在鞋模上依据需要安装定位杆;
5、步骤三:编织,将安装有定位杆的鞋模固定,通过机械手臂在鞋模编织缠绕热熔线,直至将鞋面的形状在鞋面上编织完成;
6、步骤四:包裹,使用弹力套包裹住鞋面编织完成的鞋模,并对弹力套进行加热;
7、步骤五:真空吸塑,抽走弹力套与鞋面之间的气体,使得加热后的弹力套吸附在鞋模上,从而对编织完成的鞋面进行热压;
8、步骤六:脱套,解除真空吸附,取下弹力套;
9、步骤七:成品,取下已经热压完成的鞋面;
10、步骤八:检验,对成型的鞋面进行各个参数检验;
11、步骤九:包装,对成型的鞋面进行包装,以便于送往下一流程;
12、所述鞋模包括:鞋模主体,所述鞋模主体根据实际需求分别设置有若干个定位杆。
13、进一步改进的是:所述热熔线包括:tpu线,所述tpu线的熔融温度范围为150°c到250°c。
14、进一步改进的是:所述弹力套为耐高温橡胶套。
15、进一步改进的是:所述定位杆螺纹连接于鞋模主体从而便于拆卸。
16、进一步改进的是:所述定位杆与鞋模主体之间设置有回退装置用于使得操作者可以不取下定位杆就进行真空吸塑操作。
17、进一步改进的是:所述回退装置包括:开设于鞋模主体上的若干个回退孔,所述定位杆锁设于收缩孔底部,所述定位杆为伸缩定位杆。
18、进一步改进的是:所述定位杆的上端部还设置有便于拔出定位杆的卡块装置。
19、进一步改进的是:所述卡块装置包括:开设于定位杆最顶部的滑槽、套设于滑槽上的滑套、一端连接于滑套一端连接于定位杆且具有一定弹力的弹力连接片,所述弹力连接片中部拱起用于在受压时发生形变从而避让热熔线。
20、进一步改进的是:步骤三中可以对鞋面进行多层编织从而提高鞋面整体的厚度增强鞋面整体的支撑性。
21、进一步改进的是:步骤三中可以对鞋面特定的位置进行多层编织从而提高鞋面特定位置的厚度以及支撑性且不影响整体透气性。
22、本发明的优点和有益效果在于:
23、生产工序简单,鞋面编织成型,再经过热压定型,即可脱模完成鞋面的制造,不需要再进行裁面和拼接的工序,极大的节约了人工,且鞋面各部分厚度可控,可以根据实际需求对面进行加厚,从而提高鞋面的支撑性,且避免影响透气性。
技术特征:1.一种无缝全成型3d弦丝鞋面制造工艺,其特征在于:
2.根据权利要求1所述的一种无缝全成型3d弦丝鞋面制造工艺,其特征在于:所述热熔线包括:tpu线,所述tpu线的熔融温度范围为150°c到250°c。
3.根据权利要求2所述的一种无缝全成型3d弦丝鞋面制造工艺,其特征在于:所述弹力套为耐高温橡胶套。
4.根据权利要求1所述的一种无缝全成型3d弦丝鞋面制造工艺,其特征在于:所述定位杆螺纹连接于鞋模主体从而便于拆卸。
5.根据权利要求4所述的一种无缝全成型3d弦丝鞋面制造工艺,其特征在于:所述定位杆与鞋模主体之间设置有回退装置用于使得操作者可以不取下定位杆就进行真空吸塑操作。
6.根据权利要求5所述的一种无缝全成型3d弦丝鞋面制造工艺,其特征在于:所述回退装置包括:开设于鞋模主体上的若干个回退孔,所述定位杆锁设于收缩孔底部,所述定位杆为伸缩定位杆。
7.根据权利要求6所述的一种无缝全成型3d弦丝鞋面制造方法,其特征在于:所述定位杆的上端部还设置有便于拔出定位杆的卡块装置。
8.根据权利要求7所述的一种无缝全成型3d弦丝鞋面制造方法,其特征在于:所述卡块装置包括:开设于定位杆最顶部的滑槽、套设于滑槽上的滑套、一端连接于滑套一端连接于定位杆且具有一定弹力的弹力连接片,所述弹力连接片中部拱起用于在受压时发生形变从而避让热熔线。
9.根据权利要求1所述的一种无缝全成型3d弦丝鞋面制造方法,其特征在于:步骤三中可以对鞋面进行多层编织从而提高鞋面整体的厚度增强鞋面整体的支撑性。
10.根据权利要求1所述的一种无缝全成型3d弦丝鞋面制造方法,其特征在于:步骤三中可以对鞋面特定的位置进行多层编织从而提高鞋面特定位置的厚度以及支撑性且不影响整体透气性。
技术总结本发明的技术方案是提供了一种无缝全成型3D弦丝鞋面制造工艺:画稿、制模、编织、包裹、真空吸塑、脱套、成品检验、包装,所述鞋模包括:鞋模主体,所述鞋模主体根据实际需求分别设置有若干个定位杆。技术研发人员:赵学涛,吴惠冲,颜升逵,刘海军,王海波,蒋秀云,郑志军受保护的技术使用者:福建喜多新材料有限责任公司技术研发日:技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240723/213587.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表