一种高光显示屏前框注塑进胶结构的制作方法
- 国知局
- 2024-08-01 03:43:33
本技术涉及注塑加工,特别是涉及一种高光显示屏前框注塑进胶结构。
背景技术:
1、随着快捷支付的普及,为了能更好占据市场份额,pos机更趋向于外观面白亮美,在相同产品尺寸下,对注塑产品的尺寸、重量和外观模具开发难度日益剧增,而目前制作的pos机前框模具采用大侧进胶结构和小侧进胶结构。
2、大侧进胶结构会因流道太大导致产品冷却时间加长,去除流道繁琐导致成本增加,流道克重重导致原料利用率不高,产品生产成本增加,产品外观面结合线无法改善影响产品美观;小侧进胶结构流道克重有所降低,但会因各个进胶口无法单独调整导致产品外观面结合线无法改善,从而影响产品外观。
技术实现思路
1、根据上述需要解决的技术问题,提供一种高光显示屏前框注塑进胶结构,该进胶方案可以通过热流道多个进胶点来实现前框产品的外观改变,从而节省原材料用量,缩短产品开发周期、降低产品生产成本。
2、为实现上述目的,本实用新型公开了一种高光显示屏前框注塑进胶结构,包括前模以及与前模扣合连接的后模,所述前模与后模之间的空腔区域为产品成型区,所述前模靠近后模的一侧开设有凹槽并于凹槽内设置有前模仁,前模远离后模的一侧设置有热流道板,热流道板通过盖板与前模固定连接,热流道板中心设置有一级热唧咀,热流道板靠近前模的一侧至少安装有四组贯穿前模、前模仁与产品成型区连接的二级热唧咀。
3、进一步地,所述热流道板安装在前模靠近盖板一侧的中心位置,热流道板包括两组平行设置的倾斜段以及连接两组倾斜段中心的连接段,热流道板靠近盖板一面的连接段中心设置有进胶口,热流道板的上下两侧均设置有弯曲的温控通道。
4、更进一步地,所述进胶口向下延伸连接至水平方向展开的第二,第二流道末端的流道口分别与二级热唧咀内侧的第三流道连接。
5、更进一步地,所述第二流道相邻的两组流道口中心连线为平行四边形结构。
6、更进一步地,所述前模仁通过固定块卡接安装在前模的凹槽中,前模仁上开设有与二级热唧咀位置对应的前模仁唧咀孔,前模上开设有与二级热唧咀位置对应的前模唧咀孔,前模唧咀孔的直径大于前模仁唧咀孔的直径。
7、更进一步地,所述产品成型区包括呈边框型的产品有效区以及设置在产品有效区内侧的第一流道,第一流道分别与产品有效区的每个内边壁连接,第一流道呈弯折状,包括与产品有效区内边壁平行的平行段以及与产品有效区内边壁相交的相交段,平行段通过呈梯形结构的浇口与产品有效区内边壁连接。
8、更进一步地,所述相交段远离产品有效区的一端为进胶点,进胶点的厚度高于第一流道的厚度,进胶点与二级热唧咀位置一一对应。
9、与现有技术相比本实用新型产生的有益效果:本实用新型公开了一种高光显示屏前框注塑进胶结构,改进后的四点式热流道侧进胶每个进胶点都可以通过热流道温控箱实现温度调整,从而解决了注塑产品外观结合线问题,通过调整热流道及模具进胶方式,实现了流道小废料轻的功能,解决了产品外观问题,减少了流道废料,提高原料利用率、降低生产成本和提升良品率。
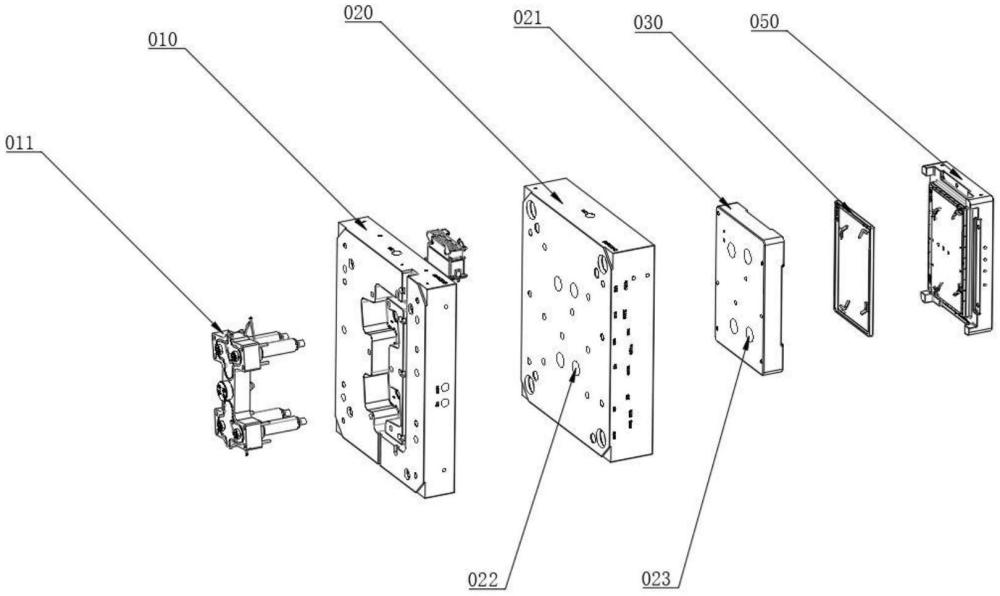
技术特征:1.一种高光显示屏前框注塑进胶结构,包括前模(020)以及与前模(020)扣合连接的后模(050),其特征在于,所述前模(020)与后模(050)之间的空腔区域为产品成型区,所述前模(020)靠近后模(050)的一侧开设有凹槽并于凹槽内设置有前模仁(021),前模(020)远离后模的一侧设置有热流道板(011),热流道板(011)通过盖板(010)与前模(020)固定连接,热流道板(011)中心设置有一级热唧咀(013),热流道板(011)靠近前模(020)的一侧至少安装有四组贯穿前模(020)、前模仁(021)与产品成型区连通的二级热唧咀(012)。
2.按照权利要求1所述的一种高光显示屏前框注塑进胶结构,其特征在于,所述热流道板(011)安装在前模(020)靠近盖板(010)一侧的中心位置,热流道板(011)包括两组平行设置的倾斜段(111)以及连接两组倾斜段(111)中心的连接段(112),热流道板(011)靠近盖板(010)一面的连接段(112)中心设置有进胶口(113),热流道板(011)的上下两侧均设置有弯曲的温控通道(114)。
3.按照权利要求2所述的一种高光显示屏前框注塑进胶结构,其特征在于,所述进胶口(113)向下延伸连接至水平方向展开的第二流道(115),第二流道(115)末端的流道口(116)分别与二级热唧咀(012)内侧的第三流道(121)连接。
4.按照权利要求3所述的一种高光显示屏前框注塑进胶结构,其特征在于,所述第二流道(115)相邻的两组流道口(116)中心连线为平行四边形结构。
5.按照权利要求1所述的一种高光显示屏前框注塑进胶结构,其特征在于,所述前模仁(021)通过固定块卡接安装在前模(020)的凹槽中,前模仁(021)上开设有与二级热唧咀(012)位置对应的前模仁唧咀孔(023),前模(020)上开设有与二级热唧咀(012)位置对应的前模唧咀孔(022),前模唧咀孔(022)的直径大于前模仁唧咀孔(023)的直径。
6.按照权利要求1所述的一种高光显示屏前框注塑进胶结构,其特征在于,所述产品成型区包括呈边框型的产品有效区(030)以及设置在产品有效区(030)内侧的第一流道(502),第一流道(502)分别与产品有效区(030)的每个内边壁连接,第一流道(502)呈弯折状,包括与产品有效区(030)内边壁平行的平行段(503)以及与产品有效区(030)内边壁相交的相交段(505),平行段(503)通过呈梯形结构的浇口(504)与产品有效区(030)内边壁连接。
7.按照权利要求6所述的一种高光显示屏前框注塑进胶结构,其特征在于,所述相交段(505)远离产品有效区(030)的一端为进胶点(501),进胶点(501)与二级热唧咀(012)位置一一对应。
技术总结本技术公开了一种高光显示屏前框注塑进胶结构,包括前模以及与前模扣合连接的后模,所述前模与后模之间的空腔区域为产品成型区,所述前模靠近后模的一侧开设有凹槽并于凹槽内设置有前模仁,前模远离后模的一侧设置有热流道板,热流道板通过盖板与前模固定连接,热流道板中心设置有一级热唧咀,热流道板靠近前模的一侧至少安装有四组贯穿前模、前模仁与产品成型区连接的二级热唧咀。本技术的进胶结构方案可以通过热流道多个进胶点来实现前框产品的外观改变,从而节省原材料用量,缩短产品开发周期、降低产品生产成本。技术研发人员:王超,卢鹏,章欣受保护的技术使用者:飞荣达科技(江苏)有限公司技术研发日:20231017技术公布日:2024/7/11本文地址:https://www.jishuxx.com/zhuanli/20240723/213717.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。