一种烟壳快拆注塑模具及其加工方法与流程
- 国知局
- 2024-08-01 03:44:59
本技术涉及注塑模具领域,特别涉及一种烟壳快拆注塑模具及其加工方法。
背景技术:
1、首先,注塑模具的工作原理,通过高温融化塑胶原料,然后在高压下将其射入模具的型腔中,随后通过冷却并开模得到最终的塑胶产品。然而,模具的整体型腔结构使得型腔内部的空气难以完全排除。这会导致一系列问题,如产品披锋(即产品边缘的毛刺或多余部分)、困气,模具内部空气无法顺利排出导致的缺陷以及缺胶,产品某些部位塑胶填充不足等。
2、在模具结构方面,复杂的产品结构要求模具的某些结构工件设计得相对单薄,这会导致强度不足。当工件受到高压力或频繁使用时,其强度不足可能导致损坏,进而增加了修模的频率,提高了生产成本。
3、在模具设计过程中,传统的做法是直接以产品为基础,通过求差运算得到模具型腔。随后,通过磨床加工外形,而成型部分则完全依赖放电加工来完成。这种方法的缺点是产品排气不良,容易产生披锋,需要人工进行后续处理。此外,对碰对插结构的放电加工精度相对于磨床加工精度较低,因此工件易损。一旦工件损坏,维修难度较大,通常需要进行整体点焊并重新放电来修复。
技术实现思路
1、本技术的目的是提供一种可以提高产品质量和降低维修成本的烟壳快拆注塑模具及其加工方法。
2、为了实现上述目的,本技术提供如下技术方案:
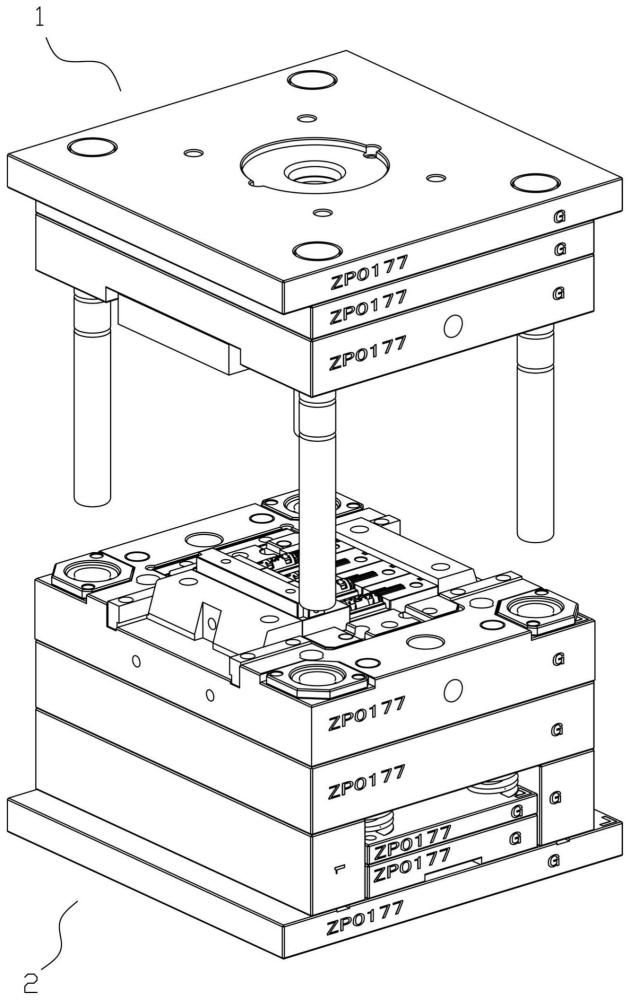
3、一种烟壳快拆注塑模具,包括上模和下模,所述上模包括从上到下依次设置的上模顶板、上模中板和上模板,所述上模板的底面设置有第一安装凹槽,所述第一安装凹槽内设置有上模仁成型组件,所述上模还包括流道组件,所述流道组件包括流道顶板、流道中板和流道底板,所述流道顶板设置在上模顶板的底部,所述流道中板设置在上模中板上,所述流道底板设置在上模板上与上模仁成型组件连接;
4、所述下模包括从上到下依次设置的下模板、下模中板、方铁、顶料装置和下模底板,所述下模板的顶面设置有第二安装凹槽,所述第二安装凹槽内设置有下模仁组件,所述下模仁组件的底部设置有下模仁底板,所述下模中板内设置有一第三安装凹槽,所述第三安装凹槽内设置有二次顶料组件。
5、进一步地,所述上模仁成型组件包括上模仁块、上模左压板、上模右压板、上模上小压块、上模上大压块、上模下小压块和上模下大压块,所述上模仁块设置有并排从左到右设置有多块,所述上模左压板设置在上模仁块的左侧,所述上模右压板设置在上模仁块的右侧,所述上模上小压块对应多块上模仁块设置,所述上模上大压块通过上模上小压块设置在上模仁块的上侧,所述上模下小压块对应多块上模仁块设置,所述上模下大压块通过上模下小压块设置在上模仁块的下侧。
6、进一步地,所述上模下大压块的下侧设置有第一定位块,所述第一定位块安装在上模板底部,所述第一定位块用于上模下大压块的下侧进行定位,所述第一定位块的下侧设置有第一斜面,所述第一斜面的下侧设置有第二定位块,所述第二定位块对应第一斜面设置有第二斜面。
7、进一步地,所述上模右压板的右侧设置有第三定位块,所述第三定位块用于对上模右压板的定位,所述第三定位块的右侧设置有第三斜面,所述第三斜面的右侧设置有第四定位块,所述第四定位块对应第三斜面设置有第四斜面。
8、进一步地,所述下模仁组件包括下模仁块、下模左压板、下模右压板、下模上成型行位组件和下模下成型行位组件,所述下模仁块对应上模仁块设置,所述下模左压板设置在下模仁块的左侧,所述下模右压板设置在下模仁块的右侧,所述下模上成型行位组件设置在下模仁块的下侧,所述下模下成型行位组件设置在下模仁块的上侧,所述下模上成型行位组件包括上行位座和上行位镶件,所述上行位镶件安装在上行位座的下侧,所述下模下成型行位组件包括下行位座和下行位镶件,所述下行位镶件安装在下行位座的上侧。
9、进一步地,所述上模板的底部设置有上斜压块和下斜压块,所述上斜压块的下方设置有上斜导柱,所述下斜压块的上方设置有下斜导柱,所述上斜压块配合上斜导柱驱动下模上成型行位组件做上下运动,所述下斜压块配合下斜导柱驱动下模下成型行位组件做上下运动。
10、进一步地,所述下模右压板的右侧设置有第五定位块,所述第五定位块的右侧设置有第五斜面,所述第五斜面的右侧设置有第六定位块,所述第六定位块与第五斜面的配合面设置有第六斜面。
11、进一步地,两所述方铁之间设置有一次顶料组件,所述一次顶料组件包括第一顶针板、第一顶针盖板、第一顶针导柱、复位弹簧和顶杆,所述第一顶针导柱安装在第一顶针盖板上,用于对第一顶针板和第一顶针盖板进行导向,所述复位弹簧套设在第一顶针导柱上,用于对第一顶针板和第一顶针盖板进行缓冲和复位,所述顶杆设置在第一顶针盖板上,所述第一顶针板和第一顶针盖板可驱动顶杆做升降运动。
12、进一步地,所述二次顶料组件包括第二顶针板、第二顶针盖板、第二顶针导柱和限位柱,所述第二顶针盖板上设置有第一侧孔成型顶针组和第二顶针组。
13、一种烟壳快拆注塑模具的加工方法,包括以下步骤:所述烟壳快拆注塑模具包括模胚和模仁,其中模胚包括上模顶板、上模中板、上模板、下模板、下模中板、方铁、顶料装置和下模底板;模仁包括上模仁成型组件、流道组件和下模仁组件;
14、s1、模胚加工步骤:选择合适硬度的材料;
15、s2、使用铣床对模胚开粗,单边留余量约0.4到0.6mm,然后使用平面磨床进行精;
16、s3、模胚加工:加工定位孔、螺丝孔、过孔和盲孔;
17、s4、模仁加工步骤:选用合适硬度的材料;
18、s5、磨床加工:使用磨床对模仁进行开粗和精磨,确保模仁相邻三个面互成90度直角,并研磨表面和斜面配。
19、s6、模仁放电加工:根据成型产品的外形进行放电加工,粗加工单边可放0.05到0.1mm,精加工单边0.01到0.05mm;
20、s7、线割加工步骤:选择慢走丝,保证工件配合地方或者顶针孔的形状公差和内壁光滑度;
21、s8、先放电后线割,保证线割位置的利角,防止线割边缘利角在放电时炸边;
22、s9、组装步骤:打毛刺:模胚和模仁上述加工完成后进行打毛刺工序;
23、s10、组装:在组装前清洁模面,均匀图上约0.02~0.04mm红丹,然后模具表面垫上至少20mm,面积不得小于模具表面积1/3的铁块,通过敲击垫块使模具达到完全配合状态。
24、本技术的有益效果为:
25、本技术的采用了快拆设计,上模和下模都分别采用了安装凹槽的结构,使得模具在拆卸和安装时更加方便快捷,提高了模具的更换效率,减少了生产停机时间。另外,本技术的上模还包括流道组件,流道组件包括流道顶板、流道中板和流道底板,流道顶板设置在上模顶板的底部,流道中板设置在上模中板上,流道底板设置在上模板上与上模仁成型组件连接,下模板的顶面设置有第二安装凹槽,第二安装凹槽内设置有下模仁组件,下模仁组件的底部设置有下模仁底板,下模中板内设置有一第三安装凹槽,第三安装凹槽内设置有二次顶料组件,这种结构可以更好地优化流道布局,改善产品成型过程中的空气排出和填充均匀性,减少了产品缺陷的发生。本技术采用了分层设计,可以更加精确地控制各个部位的加工精度,避免了因为工艺原因导致的产品披锋、缺胶等质量问题,提高了产品的一致性和质量稳定性。综上所述,本技术可以提高生产效率,降低生产成本,提高产品质量。
本文地址:https://www.jishuxx.com/zhuanli/20240723/213816.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表