一种橡胶波浪管成型后再对接工艺的制作方法
- 国知局
- 2024-08-01 03:48:45
本发明属于汽车配件,具体涉及一种橡胶波浪管成型后再对接工艺。
背景技术:
1、目前车窗密封条对接是采用压注工艺,模具只能开1穴,材料浪费大,生产成本高,其它制品对接采用射出工艺,材料浪费大,模具穴数可多开,但对射出机台射料精度要求高。
2、但是,该压注成型工艺主要是模具与对接橡胶波浪管的配合程度,配合间隙大成型没有压力,两端产品会往处挤对接不牢或缺料;并且通过模具的溢料槽,对多余胶料进行排出,减少胶多压力大,产品对接容易变形。
3、为此,我们提出一种橡胶波浪管成型后再对接工艺来解决现有技术中存在的问题,使其良品率提高,节省原料,保证产品质量。
技术实现思路
1、本发明的目的在于提供一种橡胶波浪管成型后再对接工艺,以解决上述背景技术中提出现有技术中压注成型工艺主要是模具与对接橡胶波浪管的配合程度,配合间隙大成型没有压力,两端产品会往处挤对接不牢或缺料;并且通过模具的溢料槽,对多余胶料进行排出,减少胶多压力大,产品对接容易变形的问题。
2、为实现上述目的,本发明采用了如下技术方案:
3、一种橡胶波浪管成型后再对接工艺,包括以下步骤:
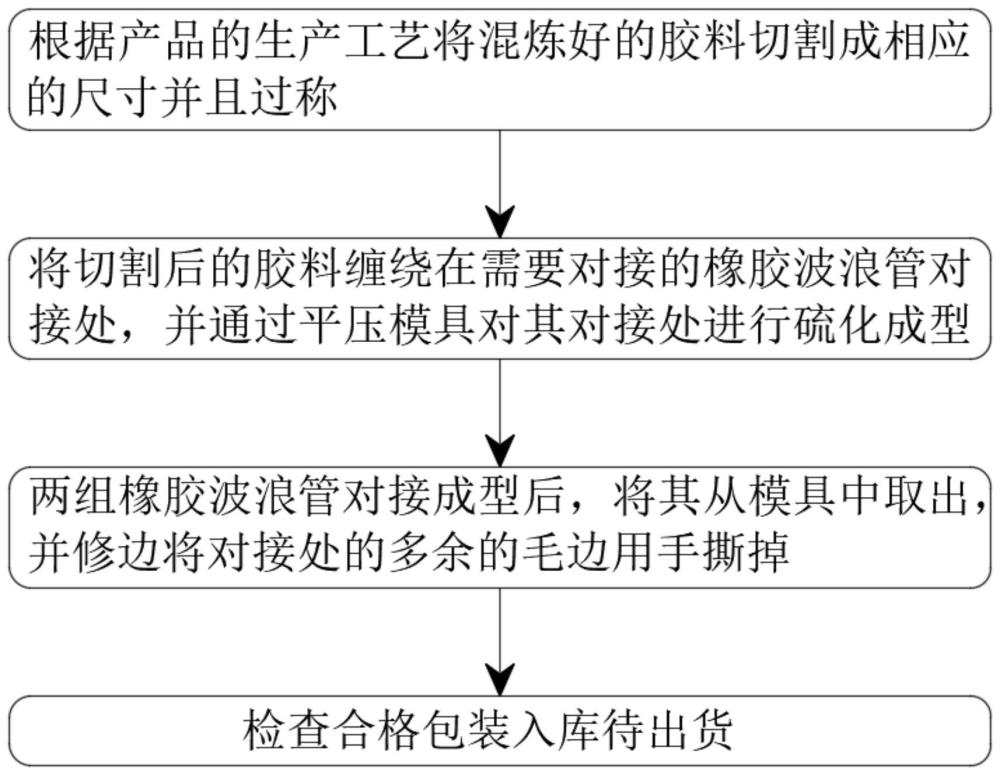
4、根据产品的生产工艺将混炼好的胶料切割成相应的尺寸并且过称;
5、将切割后的胶料缠绕在需要对接的橡胶波浪管对接处,并通过平压模具对其对接处进行硫化成型;
6、两组橡胶波浪管对接成型后,将其从模具中取出,并修边将对接处的多余的毛边用手撕掉;
7、检查合格包装入库待出货。
8、优选的,所述平压模具的模具尺寸比两组橡胶波浪管对接成型后的产品尺寸整体小0.1~0.15mm。
9、优选的,所述平压模具的模腔对接部位且位于型腔的外部设置有撕边刀口,所述撕边刀口上下为三角形设置。
10、优选的,所述撕边刀口尺寸为宽2~3mm,高0.8~1.5mm。
11、优选的,两组所述橡胶波浪管对接包括以下步骤:
12、先把对接橡胶波浪管要对接下两头套在芯棒上;
13、然后将对接胶料缠绕在两组橡胶波浪管的对接处;
14、再将芯棒及波浪管产品放入对接模腔内,进行硫化成型。
15、优选的,所述胶料切割尺寸为长70mm±0.5mm、宽3mm±0.2mm、厚2.5mm±0.1mm。
16、优选的,所述平压模具对橡胶波浪管对接处进行硫化成型时,成型温度为180度,成型压力为120bar,成型时间为120s。
17、优选的,所述撕边刀口的外圈车铣有溢料槽,所述溢料槽为方形设置。
18、优选的,所述溢料槽的尺寸为宽2~3mm,厚1~2mm。
19、本发明的技术效果和优点:本发明提出的一种橡胶波浪管成型后再对接工艺,与现有技术相比,具有以下优点:
20、本发明替代原有射出及压注工艺,由模具结构与对接橡胶波浪管通过平压方式进行对接成型产品,通过模具与对接橡胶波浪管的相互配合,直接将胶料放入型进行硫化,且模具与芯棒主要是定位与封胶作用,对接处在硫化时,会有一定的压力,又不会将对接产品破坏,平压直接在型腔下料,多余胶料可从溢料槽流出,确保对接产品不变形。
技术特征:1.一种橡胶波浪管成型后再对接工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种橡胶波浪管成型后再对接工艺,其特征在于:所述平压模具的模具尺寸比两组橡胶波浪管对接成型后的产品尺寸整体小0.1~0.15mm。
3.根据权利要求1所述的一种橡胶波浪管成型后再对接工艺,其特征在于:所述平压模具的模腔对接部位且位于型腔的外部设置有撕边刀口,所述撕边刀口上下为三角形设置。
4.根据权利要求3所述的一种橡胶波浪管成型后再对接工艺,其特征在于:所述撕边刀口尺寸为宽2~3mm,高0.8~1.5mm。
5.根据权利要求1所述的一种橡胶波浪管成型后再对接工艺,其特征在于:两组所述橡胶波浪管对接包括以下步骤:
6.根据权利要求1所述的一种橡胶波浪管成型后再对接工艺,其特征在于:所述胶料切割尺寸为长70mm±0.5mm、宽3mm±0.2mm、厚2.5mm±0.1mm。
7.根据权利要求1所述的一种橡胶波浪管成型后再对接工艺,其特征在于:所述平压模具对橡胶波浪管对接处进行硫化成型时,成型温度为180度,成型压力为120bar,成型时间为120s。
8.根据权利要求3所述的一种橡胶波浪管成型后再对接工艺,其特征在于:所述撕边刀口的外圈车铣有溢料槽,所述溢料槽为方形设置。
9.根据权利要求1所述的一种橡胶波浪管成型后再对接工艺,其特征在于:所述溢料槽的尺寸为宽2~3mm,厚1~2mm。
技术总结本发明公开了一种橡胶波浪管成型后再对接工艺,属于汽车配件技术领域,包括以下步骤:根据产品的生产工艺将混炼好的胶料切割成相应的尺寸并且过称;将切割后的胶料缠绕在需要对接的橡胶波浪管对接处,并通过平压模具对其对接处进行硫化成型;将成型产品从模具中取出,并修边将对接处的多余的毛边用手撕掉;本发明替代原有射出及压注工艺,由模具结构与对接橡胶波浪管通过平压方式进行对接成型产品,通过模具与对接橡胶波浪管的相互配合,直接将胶料放入型进行硫化,且模具与芯棒主要是定位与封胶作用,对接处在硫化时,会有一定的压力,又不会将对接产品破坏,平压直接在型腔下料,多余胶料可从溢料槽流出,确保对接产品不变形。技术研发人员:饶衍群受保护的技术使用者:厦门优发橡胶有限公司技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214071.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表