一种智能搅拌杯磁力卷子的制造方法与流程
- 国知局
- 2024-08-01 03:51:47
本发明属于磁力卷子,特指一种智能搅拌杯磁力卷子的制造方法。
背景技术:
1、在日常生活中,人们常常会将咖啡粉、茶叶、奶粉、麦片、等固体颗粒物加入杯中并向杯中注水以得到不同的饮品,为实现固体颗粒物与水的充分混合,现市面上出现了一种磁力搅拌杯,其由底座和杯身组成,杯身内的底部有磁力卷子,底座内安装有与磁力卷子磁力连接的动力组件,其工作原理主要是通过动力组件带动磁力卷子进行转动,从而实现固体颗粒物与水的充分混合,现市面上磁力卷子的制造方法主要是先将铁件放入装有ptfe粉末的模具采用模压工艺将聚四氟粉末模压成型,此时成品便完成了,在进行烘箱烧结。由于高温烧结磁铁会没有磁性,厂家要再将成品的磁力卷子拿去充磁,从而使外壳内的铁件具有磁性,但对成品的磁力卷子充磁的这个步骤,不仅增加了厂家的工作量,还增加了磁力卷子的制造成本和时间,不利于厂家制造磁力卷子,且聚四氟乙烯是作为单体聚合制得的高分子聚合物,是塑料之王,成本很高。
技术实现思路
1、本发明的目的是提供一种减少磁力卷子的制造成本和时间,有效的减少厂家的工作量,方便厂家制造搅拌杯磁力卷子的制造方法。
2、本发明的目的是这样实现的:
3、一种智能搅拌杯磁力卷子的制造方法,包括如下步骤:
4、步骤一:先将第一套模具通过锁模机构完成合模,合模完成后的第一套模具内会形成填充腔,再将材质为聚乙烯的塑料熔融好,通过注射装置将熔融好的聚乙烯注入第一套模具的填充腔内,填充腔内填充满聚乙烯后,第一套模具内的冷却系统会使填充腔内的聚乙烯冷却,聚乙烯冷却到20℃后便会固化形成第一壳体,当第一壳体完成冷却定型后再通过锁模机构开模,将定型好的第一壳体从第一套模具的填充腔内推出,第一壳体的内部会形成一安装腔;
5、步骤二:将带有磁力的磁力件的前半部分对准安装腔插入,使磁力件的前半部分与第一壳体安装在一起,磁力件的后半部分露出于安装腔外;
6、步骤三:先将带有磁力件的第一壳体放置到第二模具的放置腔内,再通过锁模机构使第二套模具完成合模,合模完成后的第二套模具内会形成填充腔,通过注射装置将熔融好的聚乙烯注入第二套模具的填充腔内,聚乙烯会将露出于安装腔的磁力件的后半部分包裹上,包裹完成后,第二套模具内的冷却系统会使填充腔内的聚乙烯冷却,聚乙烯冷却到20℃后便会固化形成第二壳体,第二壳体套在磁力件的后半部,当第二壳体完成冷却定型后在通过锁模机构开模,再将定型好的第二壳体以及第一壳体从第二套模具的放置腔内推出。
7、进一步的,所述第一壳体上环绕凸出成型有支撑台,支撑台的一侧面与第二壳体的一侧面相接触。
8、进一步的,所述步骤三之后将包裹有第一壳体和第二壳体的磁力件放置到第三套模具的放置腔内,再通过锁模机构使第三套模具完成合模,合模完成后的第三套模具内会形成填充腔,再将材质为聚乙烯的塑料熔融好,通过注射装置将熔融好的聚乙烯注入第三套模具的填充腔内,聚乙烯会分布在第一壳体和第二壳体的周围,第三套模具内的冷却系统会使填充腔内的聚乙烯冷却,当聚乙烯冷却至20℃后便会固化形成搅拌片,此时搅拌片与第一壳体和第二壳体固定连接,当搅拌片完成冷却定型后再通过锁模机构开模,将定型好的搅拌片以及第一壳体和第二壳体从第三套模具的放置腔内推出。
9、进一步的,所述搅拌片为圆形,搅拌片上相邻环设有若干搅拌槽。
10、进一步的,所述步骤二之前先将磁力件的外壁上进行镀锌。
11、本发明相比现有技术突出且有益的技术效果是:
12、一种智能搅拌杯磁力卷子的制造方法,包括如下步骤:
13、步骤一:先将第一套模具通过锁模机构完成合模,合模完成后的第一套模具内会形成填充腔,再将材质为聚乙烯的塑料熔融好,通过注射装置将熔融好的聚乙烯注入第一套模具的填充腔内,填充腔内填充满聚乙烯后,第一套模具内的冷却系统会使填充腔内的聚乙烯冷却,聚乙烯冷却到20℃后便会固化形成第一壳体,当第一壳体完成冷却定型后再通过锁模机构开模,将定型好的第一壳体从第一套模具的填充腔内推出,第一壳体的内部会形成一安装腔;
14、步骤二:将带有磁力的磁力件的前半部分对准安装腔插入,使磁力件的前半部分与第一壳体安装在一起,磁力件的后半部分露出于安装腔外;
15、步骤三:先将带有磁力件的第一壳体放置到第二模具的放置腔内,再通过锁模机构使第二套模具完成合模,合模完成后的第二套模具内会形成填充腔,通过注射装置将熔融好的聚乙烯注入第二套模具的填充腔内,聚乙烯会将露出于安装腔的磁力件的后半部分包裹上,包裹完成后,第二套模具内的冷却系统会使填充腔内的聚乙烯冷却,聚乙烯冷却到20℃后便会固化形成第二壳体,第二壳体套在磁力件的后半部,当第二壳体完成冷却定型后在通过锁模机构开模,再将定型好的第二壳体以及第一壳体从第二套模具的放置腔内推出;第一壳体内形成的安装腔使磁力件能够顺利的安装到第一壳体内,磁力件是市面上常见的,其形状为长条形,且磁力件的材质为钕铁硼,其能够永久的保持磁性,避免磁力件长时间使用后磁力减弱或消失而影响搅拌杯正常使用的情况发生,当步骤一完成后将第一壳体从第一套模具内取出,再将长条形的磁力件的前半部分对准安装腔插入,使磁力件的前半部分与第一壳体安装在一起完成步骤二,步骤二完成后再将带有磁力件的第一壳体放置第二套模具的放置腔内,在通过注射装置将熔融好的聚乙烯注入第二套模具的填充腔内将磁力件的后半部分包裹上,包裹完成后第二套模具内的冷却系统会使填充腔内的聚乙烯冷却,当聚乙烯冷却到20℃后便会固化形成第二壳体,此时第二壳体套在磁力件的后半部,再等第二壳体完成冷却定型后在通过锁模机构开模,将定型好的第二壳体以及第一壳体从第二套模具的放置腔内推出,此时磁力卷子便制造完成,且第一壳体和第二壳体制作的材质均为聚乙烯,聚乙烯主要应用于制造薄膜、包装材料、容器等,其无毒无害、化学稳定性好,长时间使用后不会产生有害物质,使用户的健康能够得到保证,本发明相对于现有制造搅拌杯磁力卷子的方法,无需对半成品的磁力卷子进行充磁,能够有效的减少磁力卷子的制造成本和时间,从而使厂家的工作量减少,方便厂家制造搅拌杯磁力卷子。
技术特征:1.一种智能搅拌杯磁力卷子的制造方法,其特征在于,包括如下步骤:
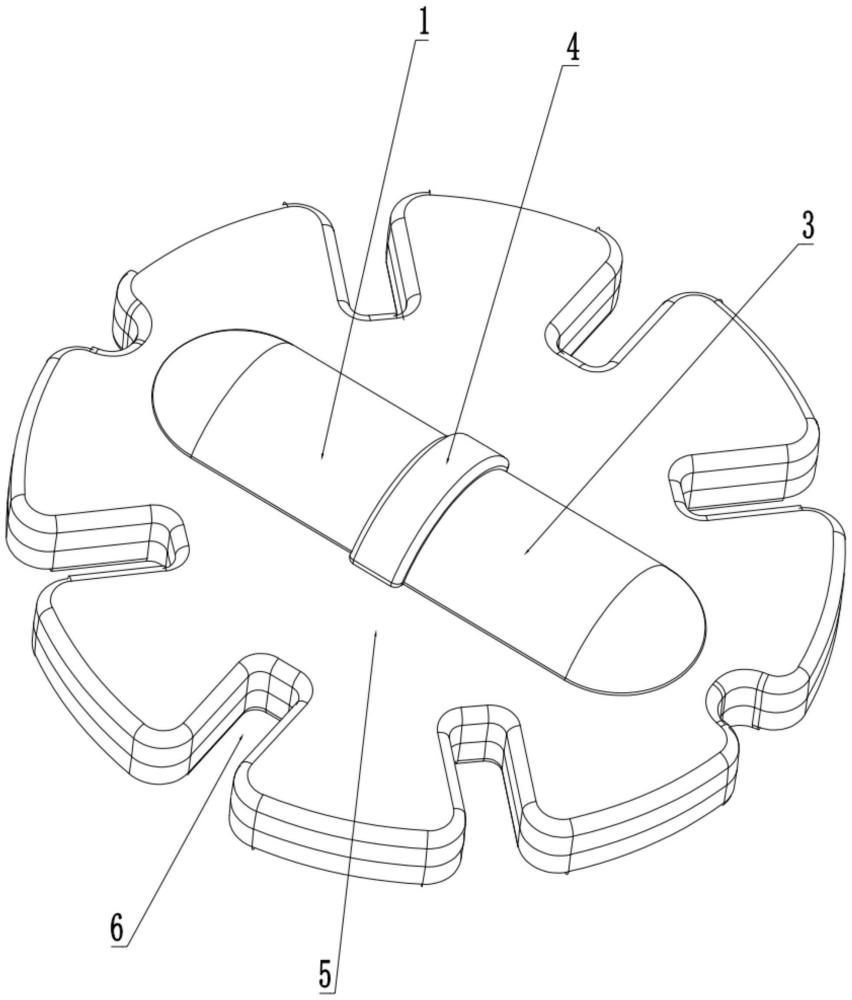
2.根据权利要求1所述的一种智能搅拌杯磁力卷子的制造方法,其特征在于:所述第一壳体(1)上环绕凸出成型有支撑台(4),支撑台(4)的一侧面与第二壳体(3)的一侧面相接触。
3.根据权利要求1所述的一种智能搅拌杯磁力卷子的制造方法,其特征在于:所述步骤三之后将包裹有第一壳体(1)和第二壳体(3)的磁力件(7)放置到第三套模具的放置腔内,再通过锁模机构使第三套模具完成合模,合模完成后的第三套模具内会形成填充腔,再将材质为聚乙烯的塑料熔融好,通过注射装置将熔融好的聚乙烯注入第三套模具的填充腔内,聚乙烯会分布在第一壳体(1)和第二壳体(3)的周围,第三套模具内的冷却系统会使填充腔内的聚乙烯冷却,当聚乙烯冷却至20℃后便会固化形成搅拌片(5),此时搅拌片(5)与第一壳体(1)和第二壳体(3)固定连接,当搅拌片(5)完成冷却定型后再通过锁模机构开模,将定型好的搅拌片(5)以及第一壳体(1)和第二壳体(3)从第三套模具的放置腔内推出。
4.根据权利要求3所述的一种智能搅拌杯磁力卷子的制造方法,其特征在于:所述搅拌片(5)为圆形,搅拌片(5)上相邻环设有若干搅拌槽(6)。
5.根据权利要求3所述的一种智能搅拌杯磁力卷子的制造方法,其特征在于:所述步骤二之前先将磁力件(7)的外壁上进行镀锌。
技术总结本发明属于磁力卷子技术领域,特指一种智能搅拌杯磁力卷子的制造方法,包括如下步骤:步骤一:将熔融好的聚乙烯注入第一套模具的填充腔内,聚乙烯冷却后会固化形成第一壳体,将定型好的第一壳体从第一套模具的填充腔内推出,第一壳体的内部会形成一安装腔;步骤二:将带有磁力的磁力件的前半部分对准安装腔插入;步骤三:先将带有磁力件的第一壳体放置到第二模具的放置腔内,将熔融好的聚乙烯注入第二套模具的填充腔内,聚乙烯会将露出于安装腔的磁力件的后半部分包裹上,聚乙烯冷后会固化形成第二壳体,当第二壳体完成冷却定型后,再将定型好的第二壳体以及第一壳体从第二套模具的放置腔内推出,是一种方便厂家制造搅拌杯磁力卷子的制造方法。技术研发人员:冯梦丹受保护的技术使用者:冯梦丹技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214200.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表