一种蜂窝夹芯结构空腔注胶修理工艺的制作方法
- 国知局
- 2024-08-01 04:06:24
本发明涉及民航材料,特别是涉及一种蜂窝夹芯结构空腔注胶修理工艺。
背景技术:
1、装备结构轻量化是民航事业发展追求的永恒主题,结构的轻量化可以提高有效载荷,提高飞行航程,减少能耗等优点。因此在民航客机的设计制造中大量采用蜂窝夹芯结构的复合材料结构部件用以达到飞机结构轻量化。由此给蜂窝夹芯结构复合材料维修提供了巨大的市场需求。蜂窝夹芯结构为一般为上面板、蜂窝夹芯、下面板依次堆叠的结构。在蜂窝夹芯结构大面积应用的背景下,结构的表面损伤、脱胶、分层、凹坑等损伤也随之而来。由于胶粘剂老化、环境因素(如温度、湿度)影响、机械应力作用等原因引起的蜂窝与面板之间的脱胶、蜂窝腐蚀、蜂窝塌陷等蜂窝损伤对结构强度和安全性造成威胁。其中,蜂窝单元脱胶的修复需要对蜂窝单元的空腔进行注胶,利用树脂胶填充蜂窝单元的空腔。而且,根据空腔是否裸露在外部的情况,修复工艺也不同。若蜂窝单元的上表面无面板,则空腔裸露,直接进行每个蜂窝芯的逐个注胶填充;若空腔损伤但未裸露(有上、下面板遮盖),则对一侧面板进行打孔后,然后再对空腔注胶。
2、针对空腔损伤但为裸露的情况,为满足强度要求,面板打孔的间距往往大于空腔内的蜂窝单元,所以大多数蜂窝单元上方面板只有一个孔,在注胶的过程中,很难靠树脂胶的自身重力进行排气,空腔内的空气在修复过程中未能全部排出,导致蜂窝单元的空腔未能被填满,注入的树脂胶中有残留气泡,无法形成整体实心结构,影响结构强度,达不到使用要求。
3、针对空腔裸露的情况,修复注胶后的树脂胶内部具有气泡,修理后的胶体上表面具有气泡形成的沙眼,难以保证表面平整度,需反复刮胶打磨直至表面平整光滑平整,才能使用,导致修复施工效率低下,加长维修周期。
技术实现思路
1、本发明的目的是:提供一种蜂窝夹芯结构空腔注胶修理工艺,以解决现有技术中修复后的树脂胶气泡存在过多,无法形成整体实心结构,影响结构强度的技术问题。
2、为了实现上述目的,本发明提供了一种蜂窝夹芯结构空腔注胶修理工艺,其包括以下步骤:
3、a:将树脂胶置于容器中,然后使用加热装置对容器进行预加热,预加热温度为40℃至55℃;在预加热时对容器内的树脂胶进行搅拌,使树脂胶中的气泡上升直至排出,以得到无气泡的树脂胶;
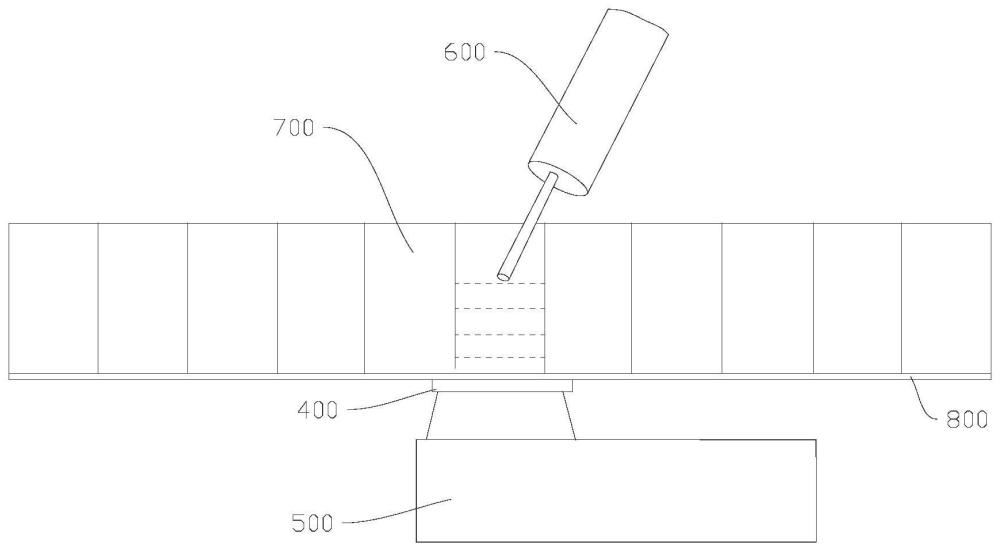
4、b:将温度30℃至55℃的无气泡的树脂胶放入气动注胶枪中,利用气动注胶枪对部件的需要注射修复的蜂窝单元空腔进行注胶,直至胶体溢出;在注胶时,启动高频振动装置,使高频振动装置的振动头与部件接触,让树脂胶产生共振,以排出气泡;
5、c:当注胶完毕后,高频振动装置继续振动,直至没有气泡从注射孔冒出;当没有气泡从注射孔冒出后,关闭高频振动装置。
6、d:使用强光手电对照射需注射修复的蜂窝单元的空腔,以观察空腔是否完全注实;若空腔未注实,则继续重复a、b、c步骤;若空腔完全注实,则完成注胶。
7、优选地,在步骤b中,需注射修复的蜂窝单元的正下方的圆形区域为部件的背部面板的振动区域;若振动区域的直径大于等于1.3英寸,则高频振动装置采用圆台形的振动头抵接振动区域。
8、优选地,在步骤b中,振动区域的直径为1.3英寸至1.6英寸,高频振动装置的振动头通过厚度为塑料片与振动区域抵接,塑料片与背部面板的接触面积大于振动区域的面积。
9、优选地,在步骤b中,塑料片的厚度为1毫米至2毫米。
10、优选地,在步骤b中,需注射修复的蜂窝单元的正下方的圆形区域的直径小于1.3英寸,则高频振动装置采用棒形的振动头与部件的蜂窝单元的蜂窝壁或注射孔接触。
11、优选地,在步骤b中,高频振动装置的振动频率为每分钟11000次至20000次。
12、优选地,在步骤a中,采用搅拌棒按同一搅拌方向对预加热的树脂胶进行搅拌。
13、优选地,在步骤c中,当注胶完毕后,高频振动装置继续振动预设时间,预设时间为1分钟至2分钟;若注射孔处在预设时间内还有气泡产生,则高频振动装置再持续运行预设时间;若注射孔处在预设时间内无气泡产生,则可关闭高频振动装置。
14、优选地,在步骤a中,采用热风枪或加热台对容器内的树脂胶进行预加热。
15、优选地,在步骤d中,强光手电的亮度为1000流明至1500流明。
16、本发明提供的蜂窝夹芯结构空腔注胶修理工艺,其有益效果为:在注胶前进行树脂胶预加热,使得树脂胶在注射之间便排出胶体内的微小气泡,还可以增加树脂胶的流动性,树脂胶更容易流至蜂窝单元的底部,让树脂胶从下至上充满整个蜂窝单元,避免产生空隙;并且,在树脂胶注射过程和注射结束后均使用高频振动装置对树脂胶进行振动排气,则可以进一步排出树脂胶内可能产生的气泡,保证排气通畅,防止注胶后的胶体内残留气泡,以形成实心胶体结构,保证修复后的部件的结构强度,达到使用要求,其次,树脂胶在高频振动装置的配合下,可以将树脂胶伸入蜂窝单元结构与面板结构之间的微小缝隙中,让树脂胶更好地修复部件出现的裂痕或空隙,提高部件的结构强度。
17、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
技术特征:1.一种蜂窝夹芯结构空腔注胶修理工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的蜂窝夹芯结构空腔注胶修理工艺,其特征在于,
3.根据权利要求2所述的蜂窝夹芯结构空腔注胶修理工艺,其特征在于,
4.根据权利要求3所述的蜂窝夹芯结构空腔注胶修理工艺,其特征在于,
5.根据权利要求1所述的蜂窝夹芯结构空腔注胶修理工艺,其特征在于,
6.根据权利要求1所述的蜂窝夹芯结构空腔注胶修理工艺,其特征在于,
7.根据权利要求1所述的蜂窝夹芯结构空腔注胶修理工艺,其特征在于,
8.根据权利要求1所述的蜂窝夹芯结构空腔注胶修理工艺,其特征在于,
9.根据权利要求1所述的蜂窝夹芯结构空腔注胶修理工艺,其特征在于,
10.根据权利要求1所述的蜂窝夹芯结构空腔注胶修理工艺,其特征在于,
技术总结本发明属于民航材料技术领域,具体公开了一种蜂窝夹芯结构空腔注胶修理工艺,其包括以下步骤:先将树脂胶预加热,以提高树脂胶的流动性,并排出胶体内的微小气泡;随后在在树脂胶注射过程和注射结束后均使用高频振动装置对树脂胶进行振动排气,则可以进一步排出树脂胶内可能产生的气泡,保证排气通畅,防止注胶后的胶体内残留气泡,以形成实心胶体结构,保证修复后的部件的结构强度,达到使用要求,其次,树脂胶在高频振动装置的配合下,可以将树脂胶伸入蜂窝单元结构与面板结构之间的微小缝隙中,让树脂胶更好地修复部件出现的裂痕或空隙,提高部件的结构强度。技术研发人员:于彬,曹家铭,魏梦雨,高航,蔡俊,胡运强受保护的技术使用者:中国南方航空股份有限公司技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240723/214641.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表