带擦料的调平方法及调平系统与流程
- 国知局
- 2024-08-01 04:06:23
本技术属于3d打印,具体涉及一种带擦料的调平方法及调平系统。
背景技术:
1、3d打印技术,又称为增材制造技术,它是一种以数字模型文件为基础,运用可粘合材料,通过逐层打印的方式来构造物体的技术。熔融沉积快速成型技术(fused depositionmodeling,fdm)是目前应用最多的一种3d打印技术,采用fdm技术的3d打印机使用线形耗材,将其熔融后在工作平台上沉积成型,该种3d打印机结构相对简单,制造使用成本和维护成本都较低,材料成本也不高,因此该种3d打印机的应用领域最广,推广也最快。
2、3d打印机在更换成型材料及打印前调试时,通常需要打印喷头多挤出一段耗材,以确定打印头是否能够正常工作,且在正式打印前,还需要对打印平台进行调平准备,传统3d打印机的调平技术主要通过手动调节打印平台下的螺丝来实现调整打印平台的水平度,这种方式不易操作且精度不足,对使用人员而言存在一定的难度。因此如何实现正式打印前喷头组件的测试以及打印平台的自动调平,是一个亟待解决的问题。
技术实现思路
1、本技术提供了一种带擦料的调平方法及调平系统,用以满足正式打印前的擦料测试以及打印平台的自动调平需求。
2、为了解决上述技术问题,第一方面,本技术提供了一种带擦料的调平方法,所述方法包括以下步骤:
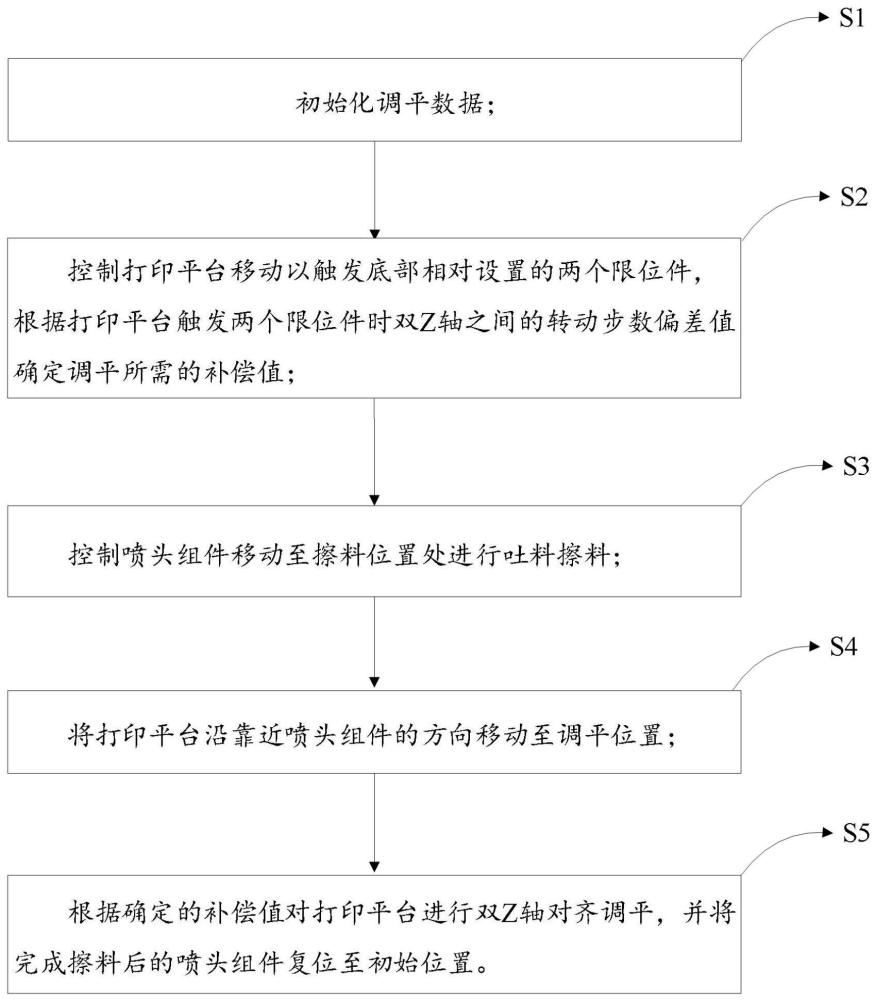
3、初始化调平数据;
4、控制打印平台移动以触发底部相对设置的两个限位件,根据打印平台触发两个限位件时双z轴之间的转动步数偏差值确定调平所需的补偿值;
5、控制喷头组件移动至擦料位置处进行吐料擦料;
6、将打印平台沿靠近喷头组件的方向移动至调平位置;
7、根据确定的补偿值对打印平台进行双z轴对齐调平,并将完成擦料后的喷头组件复位至初始位置。
8、作为本技术的进一步改进,所述控制打印平台移动以触发底部相对设置的两个限位件,包括:
9、判断两个限位件是否均未被触发;其中,两个限位件对应双z轴设置,且两个限位件设于同一水平面;
10、若是,由双z轴对应的两个步进电机控制对应的z轴同步靠近限位件移动,并至少触发其中一个限位件;
11、若否,由双z轴对应的两个步进电机控制对应的z轴先同步远离限位件移动,再同步靠近限位件移动并至少触发其中一个限位件。
12、作为本技术的进一步改进,所述根据打印平台触发两个限位件时双z轴之间的转动步数偏差值确定调平所需的补偿值,包括:
13、当其中一个限位件所对应的限位开关被连续触发预设次数时,锁定该被触发限位件所对应的z轴,将其作为参考z轴;
14、移动另一侧z轴继续向限位件进行移动,直至另一侧z轴所对应限位件的限位开关同样也被连续触发预设次数,并锁定另一侧z轴;
15、根据参考z轴与另一侧z轴之间的转动步数偏差值确定调平所需的补偿值。
16、作为本技术的进一步改进,所述至少触发其中一个限位件之后,还包括:
17、对双z轴之间的转动步数偏差值进行校验;
18、由双z轴对应的两个步进电机控制对应的z轴先同步远离限位件移动,再同步靠近限位件移动并至少触发其中一个限位件;
19、当其中一个限位件所对应的限位开关被连续触发预设次数时,锁定该被触发限位件所对应的z轴,将其作为参考z轴;
20、移动另一侧z轴继续向限位件进行移动,直至另一侧z轴所对应限位件的限位开关同样也被连续触发预设次数,并锁定另一侧z轴;
21、将此时参考z轴与另一侧z轴之间的转动步数偏差值确定为调平所需的补偿值。
22、作为本技术的进一步改进,所述控制喷头组件移动至擦料位置处进行吐料擦料,包括:
23、控制喷头组件移动至擦料位置处;
24、将喷头组件加热至预设温度,控制喷头组件开始吐料;
25、将完成吐料的喷头组件移动至擦料组件上往复移动,以对喷头组件上附着的余料进行擦拭。
26、作为本技术的进一步改进,所述将打印平台沿靠近喷头组件的方向移动至调平位置,包括:
27、在确定补偿值后,将打印平台以第一速度沿靠近喷头组件的方向移动,以触发粗探测感应件;
28、继续将触发粗探测感应件后的打印平台以第二速度移动至调平位置;
29、其中,第一速度大于第二速度。
30、作为本技术的进一步改进,所述根据确定的补偿值对打印平台进行双z轴对齐调平之前,还包括:
31、判断获取的补偿值是否有效;
32、若有效,则由双z轴对应的两个步进电机根据补偿值对打印平台进行双z轴对齐调平;
33、若无效,则重复控制打印平台移动以触发相对设置的两个限位件,根据打印平台触发两个限位件时双z轴之间的转动步数偏差值确定调平所需的补偿值,直至移动至调平位置后,由双z轴对应的两个步进电机根据补偿值对打印平台进行双z轴对齐调平。
34、作为本技术的进一步改进,所述将完成擦料后的喷头组件复位至初始位置,包括:
35、控制喷头组件再次在擦料组件上往复移动;
36、将完成擦料的喷头组件移动至初始位置处,通过初始位置处设置的擦料垫再次对喷头组件进行擦料,并降低喷头组件的温度。
37、作为本技术的进一步改进,当打印平台发生断电续打时,控制打印平台移动以触发相对设置的两个限位件,根据打印平台触发两个限位件时双z轴之间的转动步数偏差值确定调平所需的补偿值,由对应的两个步进电机根据确定的补偿值对打印平台进行双z轴对齐调平。
38、第二方面,本技术提供了一种带擦料的调平系统,包括:
39、初始化模块,用于初始化调平数据;
40、获取模块,用于控制打印平台移动以触发底部相对设置的两个限位件,根据打印平台触发两个限位件时双z轴之间的转动步数偏差值确定调平所需的补偿值;
41、擦料模块,用于控制喷头组件移动至擦料位置处进行吐料擦料;
42、控制模块,用于控制打印平台沿靠近喷头组件的方向移动至调平位置;
43、调平模块,用于根据确定的补偿值对打印平台进行双z轴对齐调平,并将完成擦料后的喷头组件复位至初始位置。
44、本技术提供的带擦料的调平方法及调平系统,具有以下有益效果:
45、本技术通过在打印平台底部设置两个对应的限位件,控制打印平台移动进行触发,根据打印平台根据打印平台触发两个限位件时双z轴之间的转动步数偏差值确定调平所需的补偿值,获取补偿值后控制打印平台向上移动至调平位置处,同时控制喷头组件移动至擦料位置处进行吐料擦料,由上位机根据获取的补偿值控制两个步进电机对打印平台进行双z轴对齐调平,并且控制完成擦料后的喷头组件移动至初始位置,等待后续正式打印指令,在打印平台上进行打印操作,本技术通过两个步进电机实现了双z轴的独立驱动以及对齐调平,相较传统单步进电机驱动模式提高了控制精度以及调平效率,在实现打印前喷头擦料测试的前提下,还能满足打印平台的自动调平需求,有效提高了打印效率与客户体验。
本文地址:https://www.jishuxx.com/zhuanli/20240723/214640.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。