一种多腔四面抽芯结构排列的油温导热热流道模具的制作方法
- 国知局
- 2024-08-01 04:07:24
:本技术属于模具,特指一种多腔四面抽芯结构排列的油温导热热流道模具。
背景技术
0、背景技术:
1、在塑料建材行业中,pvc塑料是建筑上的重要材料。管道排水、供水、供电都是要使用pvc生产管道和管件、线盒等。目前,常用塑料abs、pp、pe、pc、pa等塑料都可以应用现有电阻直接导热热流道,唯独pvc材料在注塑中无法实现应用热流道,原因是:pvc材料热敏性强,其成型温度只有160℃-180℃的局限性,目前已知的注射热流道技术,无法满足其工艺要求,更没有多腔这种复杂的全热流道pvc管件模具。
技术实现思路
0、技术实现要素:
1、本实用新型的目的是提供一种能够防止pvc材料变色分解、实现pvc材料的直接注塑的多腔四面抽芯结构排列的油温导热热流道模具。
2、本实用新型是这样实现的:
3、一种多腔四面抽芯结构排列的油温导热热流道模具,包括动模、定模、主流道体、热流道体、热流道盖板热流道系统及热流道油路系统;
4、所述热流道系统包括设置在主流道体内的主热流道及设置在热流道体和热流道盖板之间的多条分支热流道;
5、所述多条分支热流道的出料端分别连接有浇口套件,浇口套件均匀分布在热流道体或热流道盖板的四个侧面上;
6、所述热流道体与热流道盖板固定连接在定模上;
7、所述热流道油路系统包括使浇口套件保持温度稳定的浇口油路及使分支热流道保持温度稳定的热流道体油路、热流道盖板油路;
8、所述定模、动模上位于浇口套件的一侧分别设置有定模型腔、动模型腔,在定模型腔上设置有定模型芯,在动模、定模之间还设置有侧向滑块型芯,合模后,定模型芯、侧向滑块型芯插设在定模型腔与动模型腔形成的腔室内形成弯管模腔或三通管模腔。
9、在上述的一种多腔四面抽芯结构排列的油温导热热流道模具中,所述侧向滑块型芯设置在滑块上,滑块设置在滑块导座上,所述滑块导座固设在动模上,在定模上设置有滑块锁块,滑块锁块上设置有斜导柱;合模时,斜导柱依次穿设在滑块、滑块导座上;开模时,动模与定模分离,滑块、滑块导座随动模移动,斜导柱从滑块、滑块导座上分离,滑块沿着滑块导座滑动进行侧向滑块型芯的抽芯。
10、在上述的一种多腔四面抽芯结构排列的油温导热热流道模具中,所述分支热流道包括四条一级分支热流道,四条一级分支热流道呈十字形设置,位于热流道体及热流道盖板的两条对角线上,每条一级分支热流道的外端分叉形成两条二级分支热流道,每条二级分支热流道的外端分叉形成两条三级分支热流道,每条三级分支热流道的外端分叉形成两条四级分支热流道,每条四级分支热流道通过浇口套件与弯管模腔或三通管模腔连通,每条一级分支热流道对应八条四级分支热流道,对应的浇口套件四个一组分别位于热流道体或热流道盖板上相邻的两个侧面上。
11、在上述的一种多腔四面抽芯结构排列的油温导热热流道模具中,所述热流道体油路和热流道盖板油路位于分支热流道的两侧,所述热流道体油路和热流道盖板油路分别设置有四条,四条热流道体油路的进口均与热流道体油路进油管连接、出口均与热流道体油路回油管连接,四条热流道盖板油路的进口均与热流道盖板油路进油管连接、出口均与热流道盖板油路回油管连接,所述热流道体油路进油管、热流道体油路回油管、热流道盖板油路进油管、热流道盖板油路回油管沿水平方向、竖直方向分别平行设置。
12、在上述的一种多腔四面抽芯结构排列的油温导热热流道模具中,所述热流道体油路进油管的进口与热流道油路进油接头连接,热流道体油路回油管的出口与热流道油路回油接头连接,热流道盖板油路进油管的进口与热流道盖板油路进口接头连接,热流道盖板油路回油管的出口与热流道盖板油路回油接头连接。
13、在上述的一种多腔四面抽芯结构排列的油温导热热流道模具中,所述浇口油路设置有四条,四条浇口油路的进口均与浇口油路进油管连接、出口均与浇口油路回油管连接。
14、在上述的一种多腔四面抽芯结构排列的油温导热热流道模具中,所述浇口油路进油管的进口与浇口进油接头连接,浇口油路回油管的出口与浇口回油接头连接,所述浇口油路进油管、浇口油路回油管沿水平方向、竖直方向分别平行设置。
15、在上述的一种多腔四面抽芯结构排列的油温导热热流道模具中,所述热流道体上相应于浇口套件位置设置有台阶凸起,所述浇口套件设置在台阶凸起上,所述浇口油路部分位于台阶凸起上。
16、在上述的一种多腔四面抽芯结构排列的油温导热热流道模具中,所述主流道体的外端设置有浇口定位圈,所述浇口定位圈固设在定模上。
17、在上述的一种多腔四面抽芯结构排列的油温导热热流道模具中,所述分支热流道内靠近产品的一端或分支热流道内靠近产品的一端和浇口套件内设置有绕流螺旋芯片。
18、本实用新型相比现有技术突出的优点是:
19、1、本实用新型使用时在热流道油路系统内通入加热油,釆用油温导热,匀衡油路设计,彻底解决了pvc塑料工艺要求苛刻的温度差问题,实现了pvc小口径类管件多腔生产,具有低成本和高收益的优势;可以完全实现自动化,省去了机械手、小型料把粉碎机解决的工作,也使生产更合理、更科学的技术进步,成本得到控制、效益得到更好的提高。
20、2、本实用新型在分支流道上靠近产品的一端设置绕流螺旋芯片,使物料在生产过程中通过绕流螺旋芯片进行静态混合,促进物流熔体内外温度更均匀,分子结构更紧密。同样在浇口套件也设置绕流螺旋芯片,使物料在生产过程中通过热流道浇口部绕流螺旋芯片进行再一次静态混合,促进物流熔体内外温度更均匀,分子结构更紧密,可以有效解决产品起皮或开裂等不良情况。
技术特征:1.一种多腔四面抽芯结构排列的油温导热热流道模具,其特征在于:
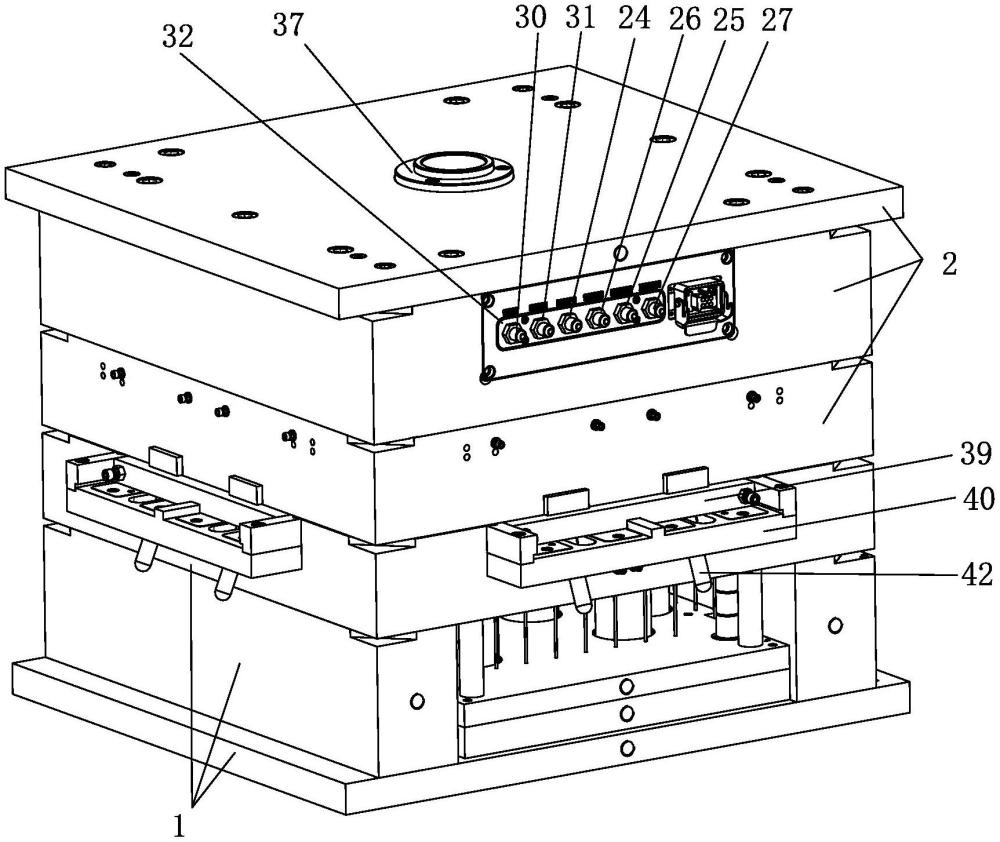
2.根据权利要求1所述的一种多腔四面抽芯结构排列的油温导热热流道模具,其特征在于:所述侧向滑块型芯(14)设置在滑块(39)上,滑块(39)设置在滑块导座(40)上,所述滑块导座(40)固设在动模(1)上,在定模(2)上设置有滑块锁块(41),滑块锁块(41)上设置有斜导柱(42);合模时,斜导柱(42)依次穿设在滑块(39)、滑块导座(40)上;开模时,动模(1)与定模(2)分离,滑块(39)、滑块导座(40)随动模(1)移动,斜导柱(42)从滑块(39)、滑块导座(40)上分离,滑块(39)沿着滑块导座(40)滑动进行侧向滑块型芯(14)的抽芯。
3.根据权利要求1或2所述的一种多腔四面抽芯结构排列的油温导热热流道模具,其特征在于:所述分支热流道包括四条一级分支热流道(16),四条一级分支热流道(16)呈十字形设置,位于热流道体(4)及热流道盖板(5)的两条对角线上,每条一级分支热流道(16)的外端分叉形成两条二级分支热流道(17),每条二级分支热流道(17)的外端分叉形成两条三级分支热流道(18),每条三级分支热流道(18)的外端分叉形成两条四级分支热流道(19),每条四级分支热流道(19)通过浇口套件(7)与弯管模腔或三通管模腔连通,每条一级分支热流道(16)对应八条四级分支热流道(19),对应的浇口套件(7)四个一组分别位于热流道体(4)或热流道盖板(5)上相邻的两个侧面上。
4.根据权利要求3所述的一种多腔四面抽芯结构排列的油温导热热流道模具,其特征在于:所述热流道体油路(9)和热流道盖板油路(10)位于分支热流道的两侧,所述热流道体油路(9)和热流道盖板油路(10)分别设置有四条,四条热流道体油路(9)的进口均与热流道体油路进油管(20)连接、出口均与热流道体油路回油管(21)连接,四条热流道盖板油路(10)的进口均与热流道盖板油路进油管(22)连接、出口均与热流道盖板油路回油管(23)连接,所述热流道体油路进油管(20)、热流道体油路回油管(21)、热流道盖板油路进油管(22)、热流道盖板油路回油管(23)沿水平方向、竖直方向分别平行设置。
5.根据权利要求4所述的一种多腔四面抽芯结构排列的油温导热热流道模具,其特征在于:所述热流道体油路进油管(20)的进口与热流道体油路进油接头(24)连接,热流道体油路回油管(21)的出口与热流道体油路回油接头(25)连接,热流道盖板油路进油管(22)的进口与热流道盖板油路进口接头(26)连接,热流道盖板油路回油管(23)的出口与热流道盖板油路回油接头(27)连接。
6.根据权利要求4所述的一种多腔四面抽芯结构排列的油温导热热流道模具,其特征在于:所述浇口油路(8)设置有四条,四条浇口油路(8)的进口均与浇口油路进油管(28)连接、出口均与浇口油路回油管(29)连接。
7.根据权利要求6所述的一种多腔四面抽芯结构排列的油温导热热流道模具,其特征在于:所述浇口油路进油管(28)的进口与浇口进油接头(30)连接,浇口油路回油管(29)的出口与浇口回油接头(31)连接,所述浇口油路进油管(28)、浇口油路回油管(29)沿水平方向、竖直方向分别平行设置。
8.根据权利要求1或2所述的一种多腔四面抽芯结构排列的油温导热热流道模具,其特征在于:所述热流道体(4)上相应于浇口套件(7)位置设置有台阶凸起(33),所述浇口套件(7)设置在台阶凸起(33)上,所述浇口油路(8)部分位于台阶凸起(33)上。
9.根据权利要求1或2所述的一种多腔四面抽芯结构排列的油温导热热流道模具,其特征在于:所述主流道体(3)的外端设置有浇口定位圈(37),所述浇口定位圈(37)固设在定模(2)上。
10.根据权利要求1所述的一种多腔四面抽芯结构排列的油温导热热流道模具,其特征在于:所述分支热流道内靠近产品的一端或分支热流道内靠近产品的一端和浇口套件(7)内设置有绕流螺旋芯片(43)。
技术总结本技术属于模具技术领域,特指一种多腔四面抽芯结构排列的油温导热热流道模具;热流道系统包括设置在主流道体内的主热流道及设置在热流道体和热流道盖板之间的多条分支热流道;多条分支热流道的出料端分别连接有浇口套件;热流道油路系统包括浇口油路、热流道体油路、热流道盖板油路;定模、动模上位于浇口套件的一侧分别设置有定模型腔、动模型腔,在定模型腔上设置有定模型芯,在动模、定模之间还设置有侧向滑块型芯,合模后,定模型芯、侧向滑块型芯插设在定模型腔与动模型腔形成的腔室内形成弯管模腔或三通管模腔;本技术釆用油温导热,彻底解决了PVC塑料工艺要求苛刻的温度差问题,实现了PVC小口径类管件多腔生产。技术研发人员:汤恩义受保护的技术使用者:台州水和道模具有限公司技术研发日:20231130技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/214705.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表