一种特氟龙密封环自动成型机的制作方法
- 国知局
- 2024-08-01 04:08:48
本发明涉及特氟龙密封环成型设备,具体是涉及一种特氟龙密封环自动成型机。
背景技术:
1、特氟龙密封环是一种用特氟龙材料制造的密封装置,通常用于密封液体或气体在管道、阀门或其他设备中的流动;特氟龙是一种特殊的高性能材料,具有优异的耐高温、耐腐蚀、耐化学性能和低摩擦系数等特点,因此特氟龙密封环具有良好的密封效果和耐用性;
2、特氟龙密封环在生产过程中通常是由粉料原料压制成型,通过粉末压制成型,可以保持特氟龙密封环的特性和性能,并且可以确保密封环的尺寸精准度和表面光滑度;此外,粉末压制成型还可以提高密封环的密封性能和耐磨性,延长使用寿命;但是现有技术在对特氟龙密封环生产过程中一般采用分体式生产设计,即先采用半成型设备将特氟龙密封环压制成半成型状态下在转运至二次加压设备对其进行二次加压成型,无法保证生产过程中的连续型,生产效率低,转运周期长且设备占地面积较大且在生产过程中需要人工介入,无法进行全自动化连续生产。
技术实现思路
1、针对上述问题,提供一种特氟龙密封环自动成型机,通过提出一种一体式特氟龙密封环生产设备,从而解决现有技术中在对特氟龙密封环进行生产时分体式生产所导致特氟龙密封环生产步骤繁琐、周期长、效率低的技术问题。
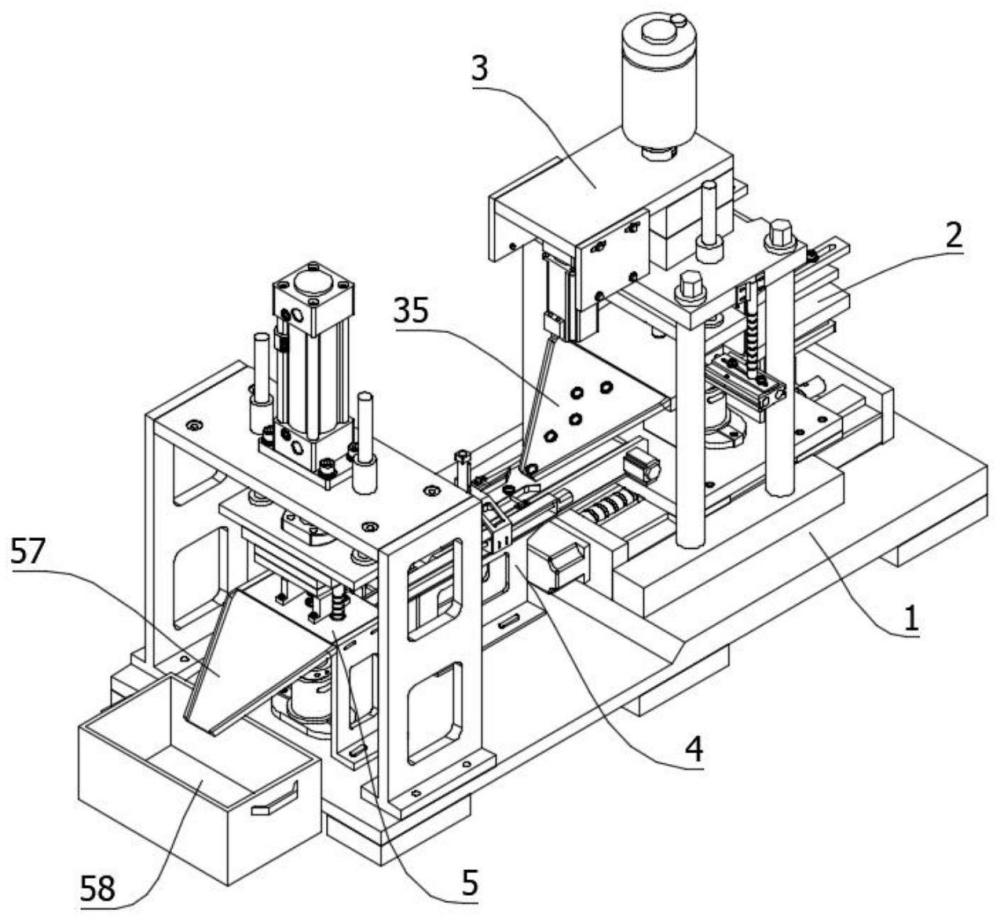
2、为解决现有技术问题,本发明提供一种特氟龙密封环自动成型机,包括机架、以及沿着机架长边方向设置的第一工位和第二工位;填料装置呈竖直状态设置于机架上且设于第一工位处;成型装置呈竖直状态固定设置机架上且设于第二工位处,所述成型装置还包括有转运台且该转运台上设有用以供密封环成型的第一成型腔;转运台通过底部设置的第一直线驱动器水平驱动设置,使转运台在第一工位和第二工位之间往复滑移;转运装置水平设置于成型装置的出料口处,冲压装置呈竖直状态设置于转运装置一侧且进料端正对转运装置输出端设置,用以对成型后的密封环二次加压。
3、优选的,填料装置包括第一安装架、水平板、料斗和划触环;
4、水平板通过第一安装架呈水平状态设置于机架一侧;
5、料斗呈竖直状态嵌入式安装于水平架上,所涉料斗为中空且两端开口的倒圆锥台;
6、划触环同轴可拆卸的固定设置于料斗下端,所述划触环下表面和转运台摩擦接触设置。
7、优选的,成型装置包括竖直往复驱动器、第一成型头、转运台、第一成型腔、第一直线驱动器、第一导料板、退料板、第一顶升模块和第一退料模块;
8、竖直往复驱动器呈竖直状态固定设置于机架顶部且驱动端穿过机架竖直朝向地面设置;
9、第一成型头同轴固定设置于竖直往复驱动器输出端且端部设有用以制成密封圈的上凸模;
10、转运台通过滑移台呈水平状态固定设置于第一直线驱动器上,第一成型腔贯穿开设于转运台上,所述第一成型腔为圆形通孔;
11、第一顶升模块呈竖直状态固定设置于滑移台上且位于转运台正下方,所述第一顶升模块还包括有同轴固定设置于第一成型腔内的固定限位环,所述固定限位环外径小于第一成型腔内径设置,并和第一成型腔之间构成环形腔,所述环形腔内还同轴滑动设置有顶升环,所述顶升环和环形腔构成用以制成密封环的下凹模;
12、第一退料模块呈水平状态固定设置于机架一侧且正对第一成型腔设置,用以对被顶出的密封环进行退料;
13、退料板呈竖直状态横跨设置于填料装置靠近竖直往复驱动器的一侧且靠近转运台上表面设置,所述退料板下端距转运台上表面的高度小于密封圈的高度。
14、优选的,第一顶升模块包括第一顶升气缸、第二安装架、顶升环、固定限位环;
15、顶升气缸呈竖直状态固定设置于滑移台上且位于第一成型腔正下方;
16、固定限位环通过第二安装架同轴固定设置于第一成型腔内,所述固定限位环外径与密封圈内径相同;固定限位环外壁和第一成型腔内壁之间形成供密封环成型的环形腔;
17、顶升环同轴固定设置于顶升气缸顶部,所述顶升环为环形管体,顶升环可滑动的设置于所述环形腔内。
18、优选的,第一退料模块包括第三安装架、第一驱动气缸和退料块;第一驱动气缸通过第三安装架呈水平状态固定设置于机架一侧,第一驱动气缸的驱动端正对第一成型腔设置;退料块固定设置第一驱动气缸输出端。
19、优选的,转运装置包括同步带传输机、第一支撑架、引导架、限位架、弹性限位挡片和送料模块;
20、同步带传输机通过第一支撑架呈水平状态固定设置于机架上,同步带传输机的一端为进料口、另一端为出料口;所述同步带传输机的进料口正对成型装置的出料口设置;
21、引导架设置有两组,两组引导架相对设置于同步带传输机上且靠近同步带传输机出料口出设置,两组引导架之间留有间隙该间隙形成供半成体密封环传导的通道;所述引导架中部还贯穿开设有通孔,弹性限位挡片倾斜固定设置于通孔处;
22、限位架横跨设置于两组引导架之间,所述限位架的下表面还设置有靠近密封环设置的限位条且限位台靠近密封环上表面设置,所述限位架中部还开设有导向槽;
23、送料模块沿着同步带传输机的传输方向平行设置于同步带传输机一侧,用以逐一朝向冲压装置送料。
24、优选的,送料模块包括第二直线驱动器、滑移架、第二驱动气缸和送料推杆;
25、第二直线驱动器沿着同步带传输机的长边方向水平设置于第一直线驱动器一侧;
26、第二驱动气缸通过滑移架呈竖直状态固定设置于同步带传输机正上方;
27、送料推杆沿着第二直线驱动器的传输方向呈水平状态固定设置于第二驱动气缸端部。
28、优选的,冲压装置包括第二支撑架、冲压气缸、冲压台、第二成型头和第二顶升模块;
29、冲压气缸通过第二支撑架呈竖直状态固定设置于机架上;
30、第二成型头同轴固定设置于冲压气缸冲压端,所述第二成型头和第一成型头结构相同;
31、冲压台固定设置于机架上且位于冲压气缸正下方,冲压台上还开设有供密封圈成型的第二成型腔以及开设于靠近转运装置一侧且与第二成型腔连通设置的导槽;
32、第二顶升模块呈竖直状态固定设置于机架上且位于冲压台正下方,第二顶升模块的顶升端置于第二成型腔内用以对成型后的密封环进行顶出;所述第二顶升模块和第一顶升模块结构相同。
33、优选的,所述冲压台的一侧还设置于高压风管和固定座;所述高压风管通过固定座呈竖直状态固定设置冲压台靠近转运装置的一侧且呈倾斜状态朝向冲压工位设置,所述高压风管设有第一高压风嘴和第二高压风嘴且第一高压风嘴和第二高压风嘴分别朝向第二成型头端部和第二成型腔设置。
34、优选的,所述冲压台远离转运装置的另一侧还设置有第二导料板以及设置于第二导料板正下方的集料箱。
35、本发明相比较于现有技术的有益效果是:
36、本发明通过填料装置和成型装置实现了如何对密封环原料进行自动装填以及密封板自动成行的工作,通过转运装置实现了如何对半成型密封环的自动转运工作,通过冲压装置实现了如何对半成型密封环的全自动二次加压以及自动退料工作;全程自动化加工、无需人工,加工效率高。
本文地址:https://www.jishuxx.com/zhuanli/20240723/214833.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表