一种连续吹灌封一体机及方法与流程
- 国知局
- 2024-08-01 04:10:12
本发明涉及食品、药品包装机械设备,具体涉及一种连续吹灌封一体机及方法。
背景技术:
1、连续式bfs一体机实现挤出、成型、灌装、封口、脱模一步到位的封闭无菌连续生产工艺。目前大多的连续式bfs一体机(如专利号为zl201380063958.9的用于由塑料原料制造容器制品的设备,又如专利号为zl202180060490.2的用于制造塑料容器的设备)的生产工艺为利用封口模具、主体模具、管坯夹等部件的相互配上、下运动来牵引管坯的运动,以实现管坯的向下运动与模具、管坯夹向下运动一致。管坯夹既需要夹放运动,又需要升降运动,造成一体机整体结构复杂,成本昂贵,并且,管坯夹需要往复的夹放运动和升降运动,与封口模具、主体模具运动配合困难,造成一体机整体调试操作难、运动单元多容易造成撞机、制作与维修成本高、生产效率低。
技术实现思路
1、本发明要解决的技术问题是克服现有技术的不足,提供一种能够实现对胚体连续牵引、整体结构简单、减少制造成本和维修成本、以及提高生产效率的连续吹灌封一体机及方法。
2、为解决上述技术问题,本发明采用以下技术方案:
3、一种连续吹灌封一体机,包括灌装装置、设于灌装装置下方的模具装置以及为模具装置供应胚体的供料机构,所述灌装装置升降设置,所述供料机构和模具装置可相对升降运动,所述模具装置用于成型容器,所述模具装置的下方设有用于旋转牵引胚体的旋转牵引装置。
4、作为上述技术方案的进一步改进:
5、所述旋转牵引装置包括牵引滚轮、抵紧机构以及用于驱动牵引滚轮旋转的牵引驱动机构,所述牵引滚轮和抵紧机构之间形成用于夹持胚体并供成型的容器通行的牵引间隔。
6、所述抵紧机构包括抵紧滚轮,所述牵引间隔形成于牵引滚轮和抵紧滚轮之间。
7、所述抵紧机构还包括用于驱动抵紧滚轮旋转的旋转驱动机构。
8、所述抵紧机构包括抵紧板,所述牵引间隔形成于牵引滚轮和抵紧板之间。
9、所述旋转牵引装置升降设置。
10、所述模具装置包括第一成型模具和第二成型模具,所述第一成型模具、第二成型模具和旋转牵引装置由上至下依次布置,所述第二成型模具用于成型容器,所述第一成型模具用于封闭容器。
11、所述第二成型模具包括一对第二成型模板和用于驱动该对第二成型模板靠近和远离的第二驱动机构,所述第二成型模板的内侧设有用于成型容器的第一成型槽。
12、所述第一成型模具包括一对第一成型模板和用于驱动该对第一成型模板靠近和远离的第一驱动机构,所述第一成型模板的内侧设有用于封闭容器的第二成型槽。
13、所述供料机构升降设置。
14、所述模具装置升降设置。
15、所述旋转牵引装置设有一组。
16、所述旋转牵引装置设有至少两组,上下布置。
17、所述模具装置一次能成型一排容器,所述灌装装置能同时为一次成型的一排容器灌装。
18、一种连续吹灌封方法,采用上述的连续吹灌封一体机进行,包括如下步骤:
19、s1、供应胚体:供料机构供应胚体,胚体穿过模具装置,旋转牵引装置牵引胚体向下运动;
20、s2、合模成型容器:模具装置合模胚体成型出容器,并相对胚体在上下方向静止;
21、s3、容器灌装:灌装装置下降对容器进行灌装,灌装完成后复位;
22、s4、封闭容器:模具装置合模封闭容器;
23、s5、模具装置初步打开实现脱模;
24、s6、模具装置完全打开;
25、s7、复位:模具装置和供料机构相对升降运动,复位至初始位置;
26、s8、循环进行步骤s2至s7直至完成生产或故障停机。
27、与现有技术相比,本发明的优点在于:
28、本发明的连续吹灌封一体机,一方面,旋转牵引装置能够通过旋转牵引方式实现对胚体的连续牵引,不需要像现有管坯夹一样,需要反复地升降运动才能实现牵引(牵引是间断的并不连续),因此,本连续吹灌封一体机采用旋转牵引装置的牵引方式更加简单,从而使整体结构更加简单,减少了制作成本,并且,通过连续牵引方式能够提高生产效率;另一方面,旋转牵引装置在牵引过程中不需要往复的夹放运动和升降运动,与灌装装置和模具装置运动配合容易,降低了整体调试操作难度以及制作与维修成本高,同样提高了生产效率。
29、本发明的连续吹灌封方法,一方面,旋转牵引装置通过旋转牵引方式实现对胚体的连续牵引,不需要像现有管坯夹一样,需要反复地升降运动才能实现牵引(牵引是间断的并不连续),牵引方式更加简单,从而使整体结构更加简单,减少了制作成本,并且,通过连续牵引方式能够提高生产效率;另一方面,旋转牵引装置在牵引过程中不需要往复的夹放运动和升降运动,与灌装装置和模具装置运动配合容易,降低了整体调试操作难度以及制作与维修成本高,同样提高了生产效率;第三方面,第二成型模具先初步打开实现脱模,再完全打开以上升,减少容器因脱模产生的晃动。
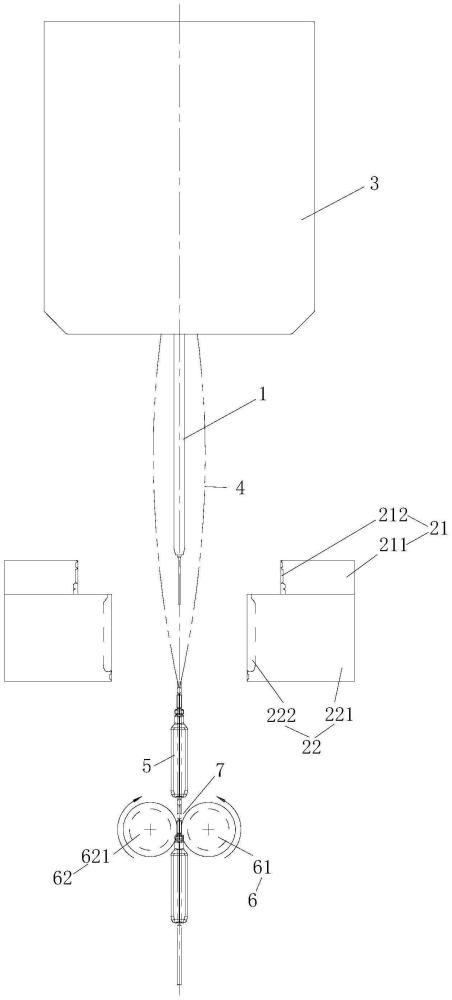
技术特征:1.一种连续吹灌封一体机,其特征在于:包括灌装装置(1)、设于灌装装置(1)下方的模具装置(2)以及为模具装置(2)供应胚体(4)的供料机构(3),所述灌装装置(1)升降设置,所述供料机构(3)和模具装置(2)可相对升降运动,所述模具装置(2)用于成型容器(5),所述模具装置(2)的下方设有用于旋转牵引胚体(4)的旋转牵引装置(6)。
2.根据权利要求1所述的连续吹灌封一体机,其特征在于:所述旋转牵引装置(6)包括牵引滚轮(61)、抵紧机构(62)以及用于驱动牵引滚轮(61)旋转的牵引驱动机构,所述牵引滚轮(61)和抵紧机构(62)之间形成用于夹持胚体(4)并供成型的容器(5)通行的牵引间隔(7)。
3.根据权利要求2所述的连续吹灌封一体机,其特征在于:所述抵紧机构(62)包括抵紧滚轮(621),所述牵引间隔(7)形成于牵引滚轮(61)和抵紧滚轮(621)之间。
4.根据权利要求3所述的连续吹灌封一体机,其特征在于:所述抵紧机构(62)还包括用于驱动抵紧滚轮(621)旋转的旋转驱动机构。
5.根据权利要求2所述的连续吹灌封一体机,其特征在于:所述抵紧机构(62)包括抵紧板(622),所述牵引间隔(7)形成于牵引滚轮(61)和抵紧板(622)之间。
6.根据权利要求1所述的连续吹灌封一体机,其特征在于:所述旋转牵引装置(6)升降设置。
7.根据权利要求1所述的连续吹灌封一体机,其特征在于:所述模具装置(2)包括第一成型模具(21)和第二成型模具(22),所述第一成型模具(21)、第二成型模具(22)和旋转牵引装置(6)由上至下依次布置,所述第二成型模具(22)用于成型容器(5),所述第一成型模具(21)用于封闭容器(5)。
8.根据权利要求7所述的连续吹灌封一体机,其特征在于:所述第二成型模具(22)包括一对第二成型模板(221)和用于驱动该对第二成型模板(221)靠近和远离的第二驱动机构,所述第二成型模板(221)的内侧设有用于成型容器(5)的第一成型槽(222)。
9.根据权利要求8所述的连续吹灌封一体机,其特征在于:所述第一成型模具(21)包括一对第一成型模板(211)和用于驱动该对第一成型模板(211)靠近和远离的第一驱动机构,所述第一成型模板(211)的内侧设有用于封闭容器(5)的第二成型槽(212)。
10.根据权利要求1所述的连续吹灌封一体机,其特征在于:所述供料机构(3)升降设置。
11.根据权利要求1所述的连续吹灌封一体机,其特征在于:所述模具装置(2)升降设置。
12.根据权利要求1至11中任一项所述的连续吹灌封一体机,其特征在于:所述旋转牵引装置(6)设有一组。
13.根据权利要求1至11中任一项所述的连续吹灌封一体机,其特征在于:所述旋转牵引装置(6)设有至少两组,上下布置。
14.根据权利要求1至11中任一项所述的连续吹灌封一体机,其特征在于:所述模具装置(2)一次能成型一排容器(5),所述灌装装置(1)能同时为一次成型的一排容器(5)灌装。
15.一种连续吹灌封方法,其特征在于,采用权利要求8至14中任一项所述的连续吹灌封一体机进行,包括如下步骤:
技术总结本发明公开了一种连续吹灌封一体机,包括灌装装置、设于灌装装置下方的模具装置以及为模具装置供应胚体的供料机构,灌装装置升降设置,供料机构和模具装置可相对升降运动,模具装置用于成型容器,模具装置的下方设有用于旋转牵引胚体的旋转牵引装置。还公开了一种连续吹灌封方法,包括如下步骤:供应胚体;合模成型容器;容器灌装;封闭容器;第二成型模具初步打开实现脱模;第一成型模具和第二成型模具完全打开;升降机构带动第一成型模具和第二成型模具上升至初始位置。本连续吹灌封一体机及方法具有能够实现对胚体连续牵引、整体结构简单、减少制造成本和维修成本、以及提高生产效率等优点。技术研发人员:麦芝仔,许海文,陈衡山,许敏一受保护的技术使用者:楚天科技股份有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/214959.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表