模具及镜片制备方法与流程
- 国知局
- 2024-08-01 04:10:07
本发明涉及模具,尤其涉及一种模具及镜片制备方法。
背景技术:
1、镜片的制作的基本过程通常为将薄片材料放置在下模表面上,将上模对应下模对薄片材料挤压成型,将成型的镜片进行按要求切割成单独的镜片或者直接应用。
2、相关技术的模具包括上模和下模,上模设有多个上成型部,下模设有多个下成型部,上成型部与下成型部对应形成模具空腔;上成型部上设有凹陷部和远离凹陷部的平面部,上成型部上设有凸起部和远离凹陷部的平面部,通过上模和下模挤压薄片材料形成镜片。然而,多个上成型部和多个下成型部呈阵列方式设置,使得多个上成型部和多个下成型部对应设置存在内外成型压力不一致的问题,从而导致内外圈穴位成型差异大,部分穴位存在成型外观差的问题。
3、因此,有必要提供一种新的模具来解决上述技术问题。
技术实现思路
1、本发明的目的在于提供一种镜片成型压力一致,生产效率高,成型产品美观的模具。
2、为了达到上述目的,第一方面,本发明提供了一种模具,用于镜片模压成型,所述模具包括第一模具和与所述第一模具匹配的第二模具;
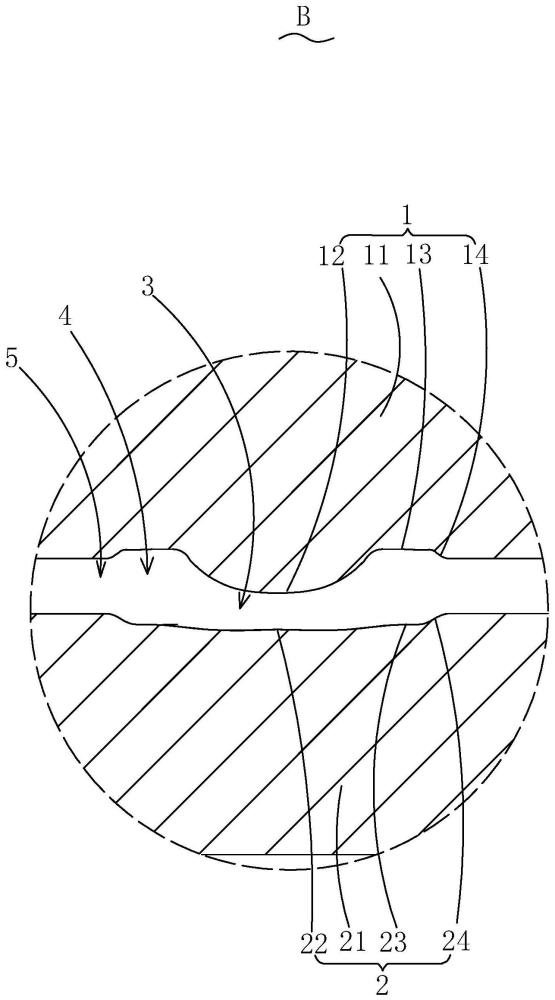
3、所述第一模具包括第一模具本体、由所述第一模具本体靠近所述第二模具的一侧形成的呈弧形表面的多个第一成型部、由每一所述第一成型部的外周形成的呈环状的第二成型部以及由所述第二成型部的外周形成的呈环状的第一平衡环;所述第二成型部环绕与其对应的所述第一成型部;所述第一平衡环环绕与其对应的所述第二成型部,且所述第一平衡环将所述第二成型部的外周缘与所述第一模具本体靠近所述第二模具的一侧实现倾斜过渡;
4、所述第二模具包括第二模具本体、由所述第二模具本体靠近所述第一模具的一侧形成的呈环状的多个第三成型部、分别环绕每一所述第三成型部的外周形成的呈环状的第四成型部以及由所述第四成型部的外周形成的呈环状的第二平衡环;所述第二平衡环将所述第四成型部的外周缘与所述第二模具本体靠近所述第一模具的一侧实现过渡;
5、所述第一模具本体与所述第二模具本体对应设置,所述第一成型部与所述第三成型部相互对应并间隔形成第一间隙,所述镜片的光学部位于所述第一间隙内;所述第二成型部与所述第四成型部相互对应并间隔形成第二间隙,所述镜片的结构部位于所述第二间隙内;所述第一平衡环与所述第二平衡环相互对应并间隔形成第三间隙,所述镜片的辅助部位于所述第三间隙内。
6、优选的,多个所述第一成型部呈阵列式分布设置,多个所述第三成型部呈阵列式分布设置。
7、优选的,所述第一间隙厚度由其中心向沿靠近所述第二间隙的方向逐渐增大,所述第三间隙的厚度由其靠近所述第二间隙的一侧向远离所述第二间隙的方向逐渐减小。
8、优选的,所述光学部的中心厚度沿其外边缘的厚度在逐渐增大;所述结构部的内边缘的厚度与所述光学部的外边缘的厚度相同,所述结构部的内边缘的厚度沿其外边缘的方向逐渐减小;所述辅助部的厚度由靠近所述结构部的外边缘的厚度向远离所述结构部的外边缘的厚度逐渐减小。
9、优选的,所述第一成型部由所述第一模具本体靠近所述第二模具本体的一侧凸出形成,所述第二成型部由所述第一模具本体靠近所述第二模具本体的一侧凹陷形成,所述第一平衡环由所述第一模具本体靠近所述第二模具本体的一侧凹陷形成;
10、所述第三成型部由所述第二模具本体靠近所述第一模具本体的一侧向其内凹陷形成,所述第四成型部由所述第二模具本体靠近所述第二模具本体的一侧向其内凹陷形成,所述第二平衡环由所述第二模具本体靠近所述第一模具本体的一侧凹陷形成;其中,所述第三成型部的凹陷深度小于所述第四成型部的凹陷深度。
11、优选的,所述第一间隙的厚度由其中心沿靠近所述第二间隙的方向逐渐减小,所述第三间隙的厚度由其靠近所述第二间隙的一侧向远离所述第二间隙的一侧逐渐增大,且所述第三间隙的厚度小于所述第一间隙的厚度。
12、优选的,所述光学部的中心厚度沿其外边缘的厚度在逐渐减小;所述结构部的内边缘的厚度与所述光学部的外边缘的厚度相同,所述结构部的内边缘的厚度沿其外边缘的方向逐渐增大;所述辅助部的厚度由靠近所述结构部的外边缘的厚度向远离所述结构部的外边缘的厚度逐渐增大。
13、优选的,所述第一成型部由所述第一模具本体靠近所述第二模具本体的一侧凹陷形成,所述第二成型部由所述第一模具本体靠近所述第二模具本体的凸出形成,所述第一平衡环由所述第一模具本体靠近所述第二模具本体的一侧凹陷形成;
14、所述第三成型部由所述第二模具本体靠近所述第一模具本体的一侧凹陷形成,所述第四成型部由所述第二模具本体靠近所述第二模具本体的一侧凹陷形成,所述第二平衡环由所述第二模具本体靠近所述第一模具本体的一侧水平延伸形成。
15、优选的,所述第一间隙的厚度与所述第二间隙的厚度相等,所述第三间隙的厚度由其靠近所述第二间隙的一侧向远离所述第二间隙的一侧逐渐减小。
16、优选的,所述光学部的中心厚度与其外边缘的厚度一致;所述结构部的内边缘的厚度与所述光学部的外边缘的厚度相同,所述结构部的内边缘的厚度沿其外边缘的方向逐渐增大;所述辅助部的厚度由靠近所述结构部的外边缘的厚度向远离所述结构部的外边缘的厚度逐渐减小。
17、优选的,所述第一成型部由所述第一模具本体靠近所述第二模具本体的一侧凸出形成,所述第二成型部由所述第一模具本体靠近所述第二模具本体的一侧向其内凹陷形成,所述第一平衡环由所述第一模具本体靠近所述第二模具本体的一侧凸出形成;
18、所述第三成型部由所述第二模具本体靠近所述第一模具本体的一侧凹陷形成,所述第四成型部由所述第二模具本体靠近所述第二模具本体的一侧凹陷形成,所述第二平衡环由所述第二模具本体靠近所述第一模具本体的一侧凹陷形成。
19、优选的,所述第一平衡环和所述第二平衡环共同实现溢料或阻流。
20、第二方面,本发明实施例提供一种镜片制备方法,所述制备方法基于上述的模具实现;
21、所述制备方法包括以下步骤:
22、s1、提供待制备镜片的薄片材料;
23、s2、将所述薄片材料叠放在第二模具的上表面;
24、s3、对所述第二模具进行加热,以使所述薄片材料软化;
25、s4、将第一模具与所述第二模具对应,并放置在所述薄片材料上;
26、s5、通过对所述第一模具按预设的压力挤压,形成镜片坯料;
27、s6、将对应所述第三间隙的部分形成的所述镜片坯料的位置进行切除,得到镜片成品。
28、与现有技术相比,本发明的模具中,通过第一模具包括第一模具本体、由第一模具本体靠近第二模具的一侧形成的呈弧形表面的多个第一成型部、由每一第一成型部的外周形成的呈环状的第二成型部以及由第二成型部的外周形成的呈环状的第一平衡环;第二成型部环绕与其对应的第一成型部;第一平衡环环绕与其对应的第二成型部,且第一平衡环将第二成型部的外周缘与第一模具本体靠近第二模具的一侧实现倾斜过渡;第二模具包括第二模具本体、由第二模具本体靠近第一模具的一侧形成的呈环状的多个第三成型部、分别环绕每一第三成型部的外周形成的呈环状多个第四成型部以及由第四成型部的外周形成的呈环状的第二平衡环;第二平衡环将第四成型部的外周缘与第二模具本体靠近第一模具的一侧实现过渡;第一模具本体与第二模具本体对应设置。通过在第二成型部和第四成型部的外周侧分别设置第一平衡环和第二平衡环,通过第一平衡环和第二平衡环方便调节第一间隙和第二间隙的位置的成型压力,调整内外圈穴位成型的一致性,缩短成型周期。
本文地址:https://www.jishuxx.com/zhuanli/20240723/214951.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表