一种具有排气功能的炮筒及塑胶射出机的制作方法
- 国知局
- 2024-08-01 04:10:14
本技术涉及一种注塑领域,具体而言,涉及一种具有排气功能的炮筒及塑胶射出机。
背景技术:
1、注塑是一种工业产品生产造型的方法。产品通常使用橡胶注塑和塑料注塑。注塑还可分注塑成型模压法和压铸法,注塑成型机(简称注射机或注塑机)是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,注射成型是通过注塑机和模具来实现的;注塑过程中需要通过发热装置将炮筒内的固体塑胶达到融溶状态,并通过螺杆旋转将融溶状态下的塑胶料送入模具。
2、塑胶料通过塑胶射出机上的炮筒喷入模具内时,由于塑胶内具有气体,会同步将气体带入模具内部,因而在模具内部的注塑产品内产生气泡,影响产品的品质,并且由于塑胶内具有气体,螺杆需要更大的压力才能将塑胶料注入模具内。
技术实现思路
1、为了克服现有技术的不足,本实用新型提供一种具有排气功能的炮筒及塑胶射出机,通过在炮筒的出口端设置排气孔和排气件,使炮筒具有排气功能,并通过排气功能使塑胶射出机实现减压节能,提高了塑胶射出机的效率和产品质量。
2、本实用新型解决其技术问题所采用的技术方案是:
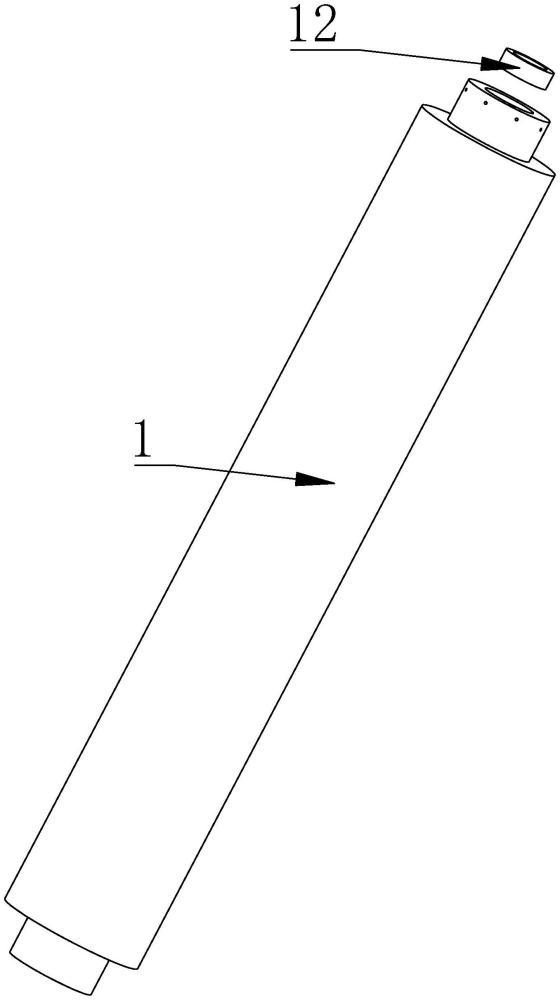
3、一种具有排气功能的炮筒,包括炮筒本体,所述炮筒本体内设有第一导流通道,所述炮筒本体的出口端设置有第一排气孔,所述炮筒本体内设置有第一排气件,所述第一排气件为排气钢,所述第一排气孔与所述第一排气件连通,所述第一导流通道内的气体可依次通过第一排气件及第一排气孔排出到炮筒本体外部空间。
4、作为优选的技术方案,所述炮筒本体的出口端处设有容纳腔,所述第一排气孔与所述容纳腔连通,所述第一排气件设置在所述容纳腔内。
5、作为优选的技术方案,所述容纳腔的孔径大于所述第一导流通道的孔径。
6、本实用新型还提供一种塑胶射出机,包括法兰、射嘴、螺杆和上述的炮筒,所述射嘴、法兰和炮筒依次连接,所述炮筒上开设有进料孔,所述螺杆设置在所述炮筒内,用于旋转挤压熔融的塑胶。
7、作为优选的技术方案,所述炮筒本体外部设置有加热装置,所述加热装置用于将通过所述第一导流通道内的固态塑料熔化成可流动的熔融状态。
8、作为优选的技术方案,所述法兰包括呈圆环状的第一环形件和呈圆环状的第二环形件,所述第一环形件内设置有内螺纹,所述第一环形件通过内螺纹与所述射嘴螺纹连接,所述第二环形件与所述炮筒固定连接。
9、作为优选的技术方案,所述第一环形件内设有第二导流通道,所述第一环形件上设置有第二排气孔,所述第二排气孔与所述第二导流通道连通,所述第二导流通道内设置有第二排气件。
10、作为优选的技术方案,所述第二环形件内设有第三导流通道,所述第三导流通道的一端设有与螺杆形状匹配的锥形孔,所述第二环形件上设置有第三排气孔,所述第三排气孔与所述第三导流通道连通,所述第三导流通道内设置有第三排气件,所述第一导流通道、第二导流通道以及第三导流通道相互连通。
11、作为优选的技术方案,所述第二排气件和第三排气件均为排气钢,所述第一排气件、第二排气件和第三排气件均为圆环柱状排气件。
12、作为优选的技术方案,所述第一环形件与所述第二环形件上均设有螺孔,所述螺孔呈环状排列,用于固定法兰。
13、本实用新型的有益效果是:本实用新型提供一种具有排气功能的炮筒及塑胶射出机,通过在炮筒的出口端设置排气孔和排气件,使炮筒具有排气功能,可以有效地将炮筒内多余的气体排出,避免气体被压缩并带入到模具中,从而减少制品中的气泡和缺陷;通过排气功能使塑胶射出机实现减压节能,提高了塑胶射出机的效率和产品质量。
技术特征:1.一种具有排气功能的炮筒,其特征在于,包括炮筒本体,所述炮筒本体内设有第一导流通道,所述炮筒本体的出口端设置有第一排气孔,所述炮筒本体内设置有第一排气件,所述第一排气件为排气钢,所述第一排气孔与所述第一排气件连通,所述第一导流通道内的气体可依次通过第一排气件及第一排气孔排出到炮筒本体外部空间。
2.根据权利要求1所述的具有排气功能的炮筒,其特征在于,所述炮筒本体的出口端处设有容纳腔,所述第一排气孔与所述容纳腔连通,所述第一排气件设置在所述容纳腔内。
3.根据权利要求2所述的具有排气功能的炮筒,其特征在于,所述容纳腔的孔径大于所述第一导流通道的孔径。
4.一种塑胶射出机,其特征在于,包括法兰、射嘴、螺杆和如权利要求1-3中任一项所述的炮筒,所述射嘴、法兰和炮筒依次连接,所述炮筒上开设有进料孔,所述螺杆设置在所述炮筒内,用于旋转挤压熔融的塑胶。
5.根据权利要求4所述的塑胶射出机,其特征在于,所述炮筒本体外部设置有加热装置,所述加热装置用于将通过所述第一导流通道内的固态塑料熔化成可流动的熔融状态。
6.根据权利要求4所述的塑胶射出机,其特征在于,所述法兰包括呈圆环状的第一环形件和呈圆环状的第二环形件,所述第一环形件内设置有内螺纹,所述第一环形件通过内螺纹与所述射嘴螺纹连接,所述第二环形件与所述炮筒固定连接。
7.根据权利要求6所述的塑胶射出机,其特征在于,所述第一环形件内设有第二导流通道,所述第一环形件上设置有第二排气孔,所述第二排气孔与所述第二导流通道连通,所述第二导流通道内设置有第二排气件。
8.根据权利要求6所述的塑胶射出机,其特征在于,所述第二环形件内设有第三导流通道,所述第三导流通道的一端设有与螺杆形状匹配的锥形孔,所述第二环形件上设置有第三排气孔,所述第三排气孔与所述第三导流通道连通,所述第三导流通道内设置有第三排气件,所述第一导流通道、第二导流通道以及第三导流通道相互连通。
9.根据权利要求8所述的塑胶射出机,其特征在于,第二排气件和第三排气件均为排气钢,所述第一排气件、第二排气件和第三排气件均为圆环柱状排气件。
10.根据权利要求6所述的塑胶射出机,其特征在于,所述第一环形件与所述第二环形件上均设有螺孔,所述螺孔呈环状排列,用于固定法兰。
技术总结本技术公开了一种具有排气功能的炮筒,包括炮筒本体,炮筒本体内设有第一导流通道,炮筒本体的出口端设置有第一排气孔,炮筒本体内设置有第一排气件,所述第一排气件为排气钢,第一排气孔与第一排气件连通,第一导流通道内的气体可依次通过第一排气件及第一排气孔排出到炮筒本体外部空间;塑胶射出机包括法兰、射嘴、螺杆和炮筒,射嘴、法兰和炮筒依次连接,炮筒上开设有进料孔,螺杆设置在所述炮筒内,用于旋转挤压熔融的塑胶。本技术通过在炮筒的出口端设置排气孔和排气件,使炮筒具有排气功能,并通过排气功能使塑胶射出机实现减压节能,提高了塑胶射出机的效率和产品质量。技术研发人员:谢志恒受保护的技术使用者:深圳市桐达实业有限公司技术研发日:20231110技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/214963.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表