面向多轴增材的进给速度和打印方向的协同优化方法
- 国知局
- 2024-08-01 04:11:27
本发明涉及3d打印,具体说的是面向多轴增材的进给速度和打印方向的协同优化方法。
背景技术:
1、较传统三轴增材技术,多轴增材技术可以成形具有复杂曲面的零件,同时能够有效地减少支撑结构和避免阶梯效应。在三轴增材技术中,三个轴的运动方式一般为空间坐标系方向的直线运动,其各个轴在速度、加速度和加加速度等方面也会表现出相似的行为。然而,在多轴增材技术中,以“3+2”五轴增材技术为例,由于各打印点法向量方向的不同,需要通过转台的转动配合喷头的运动实现曲面打印,其会导致旋转轴和平移轴的运动方式各异,在速度、加速度和加加速度等方面会出现较大差异。此外,当打印点的法向量方向接近z轴时,由于逆运动学变换会导致奇异点问题的产生,从而影响打印质量和打印效率。
2、因此,多轴联动打印时,cnc系统需要平滑地处理各个轴的速度、加速度和加加速度,以确保其不违反驱动器和电机的物理限制。同时,为了防止打印机出现颤动或振动等问题以确保打印质量和打印效率,须谨慎规划喷头的进给速度并解决奇异点问题。针对这些问题,国内外诸多学者已经提出了一些解决方案,陈正颖等人的专利“面向五轴3d打印行切路径规划的ac转角优化方法”,公开号cn113119450a,由于加工路径上邻近点旋转角度差值太大时可能会导致工件的过切,提供一种基于法向量偏移的ac转角优化方法,其主要针对奇异点问题。邬义杰等人的专利“基于等效加速度的线性路径数控加工进给速度控制方法”,公开号cn113759830a,提供一种基于等效加速度的线性路径数控加工进给速度控制方法,其主要针对考虑加速度约束的进给速度匹配。综上所述,大多数现有技术是针对单一问题进行处理,这些方法的可靠性、稳定性等都有待提升。
技术实现思路
1、为解决上述技术问题,本发明提供一种面向多轴增材的进给速度和打印方向的协同优化方法,该方法针对曲面多轴加工过程中,由于多轴运动的逆运动学变换易导致的奇异点问题和机床运动约束问题。通过综合考虑法向量偏移和进给速度匹配,将二者协同优化,采用基于梯度的优化算法进行优化计算,根据最终的优化结果,完成多轴加工时的打印方向偏移和进给速度匹配。由此在考虑打印机运动特性约束的前提下,有效提高打印效率和打印质量及打印机运行的稳定性,为复杂曲面的高效多轴加工提供技术支撑。
2、为实现上述技术目的,所采用的技术方案是:面向多轴增材的进给速度和打印方向的协同优化方法,包括以下步骤:
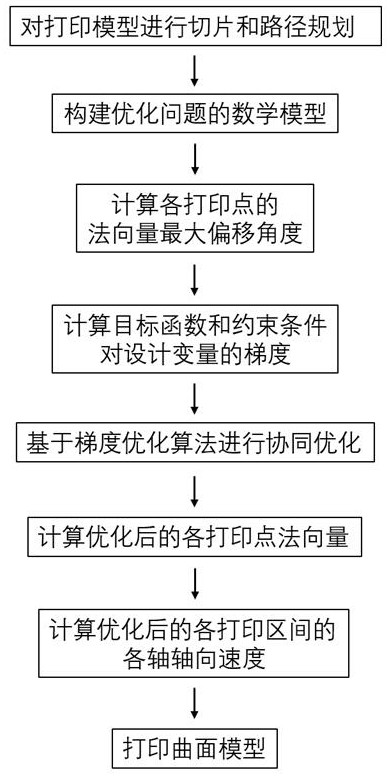
3、步骤一、对打印模型进行分层切片和路径规则;
4、步骤二、构建设计变量、约束条件和优化目标函数,建立优化问题的数学模型,包括以下步骤:
5、(21)构建优化问题的设计变量为
6、
7、其中,n为打印路径中的打印点个数,法向量偏离角度法向量旋转角度θ=(θ1,θ2…θn)t,喷头相对于工件的进给速度v=(v1,v2...,vn-1)t;
8、(22)根据电机的伺服能力和设计变量的取值范围,构建优化问题的约束条件为:
9、
10、其中,为法向量偏移角度的取值上限;vthreshold为设定的大于0的轴向速度阈值;athreshold为设定的大于0的轴向加速度阈值;vimax为设定的大于0的进给速度的取值上限;vvector为打印过程中所有打印点的各轴轴向速度组成的向量;avector为打印过程中所有打印点的各轴轴向加速度组成的向量;||vvector||p表示向量vvector的p范数;||avector||p表示向量avector的p范数;
11、(23)构建优化目标函数,目标函数包括进给速度的光顺度、各个轴轴向加速度光顺度的总和和理论打印总时长,如公式(3)所示:
12、f(x)=α·s(vre)+β·s(a)+γ·t (3)
13、其中,α,β,γ为权重系数;s(vre)为进给速度的光顺度,s(a)为各个轴轴向加速度光顺度的总和,t为理论打印总时长;
14、(24)公式(1)(2)(5)组成最终的优化数学模型,如公式(4)所示:
15、
16、步骤三、通过考虑法向量偏移时喷头相对于打印面的压痕深度约束,计算打印面中各个打印点的法向量最大偏移角度,作为优化变量的取值上限
17、步骤四、基于链式求导法则,根据步骤(24)最终的优化数学模型,计算目标函数f(x)和约束条件||vvector||p、||avector||p对设计变量x的梯度,计算公式如下:
18、
19、
20、
21、其中,表示向量vvector中的第k个元素,表示向量avector中的第k个元素,m为打印机的轴数;
22、步骤五、依据步骤四计算的梯度,采用基于梯度的优化算法对法向量偏离角度法向量旋转角度θ和喷头相对于工件的进给速度v进行协同优化。
23、本发明进给速度的光顺度s(vre)的计算方法为
24、
25、其中,n为打印路径中的打印点个数,vi表示第i个打印区间的进给速度。
26、本发明各个轴轴向加速度光顺度的总和s(a)的计算方法为
27、
28、其中,n为打印路径中的打印点个数;m为打印机的轴数,aij表示第j个轴的第i个加速度值。
29、本发明理论打印总时长t的计算方法为
30、
31、其中,δli为打印路径中第i个打印区间的打印弧长,若路径规划时打印点选取较密,则近似等于相邻两个打印点的距离;n为打印路径中的打印点个数;vi表示第i个打印区间的进给速度。
32、本发明法向量偏移角度的取值上限通过公式(11)进行计算,公式(11)如下,具体分为凸面和凹面两种情况:
33、
34、
35、其中,d为打印喷头的直径;h为打印层间高度;rk为打印面上该点处的最大曲率半径;δ为最大压痕深度,且0≤δ≤h;l通过公式(12)进行计算。
36、总体而言,通过本发明所构思的以上技术方案与现有技术相比,本发明提供的面向多轴增材的进给速度和打印方向的协同优化方法主要具有以下有益效果:
37、(1)本发明所构思的技术方案在考虑打印机运动特性约束的前提下,将法向量偏移和速度匹配协同优化,有效提高打印效率和打印质量及打印机运行的稳定性,为复杂曲面高效多轴加工提供技术支撑;
38、(2)用户可根据不同的打印机的运动特性,自主更改轴向速度、加速度约束值,提高了该技术方案的灵活性;
39、(3)用户可根据具体情况自主设计目标函数的权重系数,针对不同的优化目标进行优化;
40、(4)用户可通过具体情况自主设计最大压痕深度,进而控制法向量偏离角度取值范围;
41、(5)用户可通过自主设计设计变量和目标函数的转换关系,从而将该方法用于多种加工技术,包括但不限于五轴fdm打印、五轴连续纤维打印、五轴ded打印、机械臂增材制造等,应用范围较广。
本文地址:https://www.jishuxx.com/zhuanli/20240723/215056.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表