面向多重扰动的车间重调度优化方法与流程
- 国知局
- 2024-08-01 00:22:26
本发明涉及订单排程优化,具体涉及一种面向多重扰动的车间重调度优化方法。
背景技术:
1、生产计划是企业对生产任务作出统筹安排,具体拟定生产产品的品种、数量、质量和进度的计划。是企业经营计划的重要组成部分,是企业进行生产管理的重要依据。既是实现企业经营目标的重要手段,也是组织和指导企业生产活动有计划进行的依据。
2、在面对机器故障、订单加工时间模糊、订单插入和加急等问题时,多半是依据有经验的调度工程师凭经验来编制重调度方案,难以在一定时间内产生合理的调度方案,从而导致出现整个调度结果设备加工等待时间过长的局面。此外,现代加工企业一般包含多道工序,是由多台运输、加工、包装设备组成。目前现有的重调度方法只是对简单生产模式进行了研究,没有对实际生产过程中更加复杂的多台设备、多条加工生产工艺路线情况下的重调度问题进行研究。因此,企业柔性制造车间中经常面临加工时间模糊、订单扰动和机器故障等问题,且大部分产品批量较小,在加工完成后还需要按订单打包和发货,导致企业在面对动态事件的响应能力不足。
技术实现思路
1、有鉴于此,本发明实施例提供了一种面向多重扰动的车间重调度优化方法,以解决现有技术中排程重调度方法在针对实际生产过程中更加复杂的多台设备、多条加工生产工艺路线的应用中存在动态响应能力不足的问题。
2、本发明实施例提供了一种面向多重扰动的车间重调度优化方法,包括:
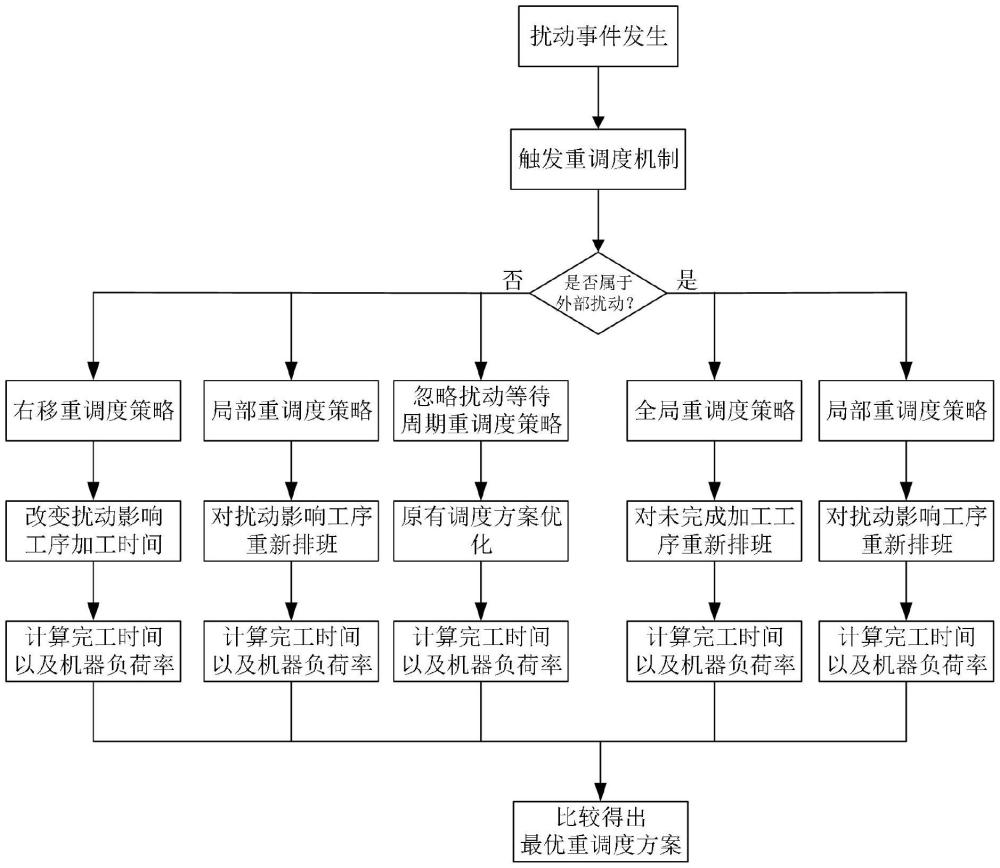
3、在车间生产过程中,当发生内部扰动和/或外部扰动时,通过重调度模型对当前生产任务进行重新排程;
4、其中,重调度模型的目标函数包括:订单交付日期最短和机器负荷均衡率最小;
5、重调度模型的约束条件包括:流程工序约束、流程时序约束、资源设备约束和逻辑约束;
6、采用基于群智能优化和强化学习的混合智能算法对重调度模型进行求解。
7、可选地,内部扰动包括:机器故障和加工事件波动中的任意一者;
8、外部扰动包括:紧急订单插队、客户需求变更和突发险情中的任意一者。
9、可选地,当发生内部扰动时,重调度模型执行右移重调度策略、局部重调度策略或忽略扰动,等待周期重调度策略;
10、其中,右移重调度策略包括:改变受扰动影响的加工工序的加工时间;
11、局部重调度策略包括:对受扰动影响的加工工序进行重新排班。
12、可选地,右移重调度策略包括:
13、
14、
15、sijk′=sijk+tk′
16、
17、
18、fijk′≤spqk'-(3-yijpqk'-xijk'-xpqk')l
19、其中,cmax表示调度方案的最大完工时间,即工件的最后一道工序加工完成时间;和的上标1用于表明其属于右移重调度策略;的右移重调度方案机器工作负荷均衡率标准差;i表示待加工工件编号,表示需要重新排程的待加工工件编号,i=1,2,3,…,n;j表示工件的工序编号,j=1,2,3,…,ni;表示右移重调度策略中机器k的工作负荷;表示调度方案中每台可用机器工作负荷的平均值,且k表示加工设备序号,k=1,2,3,…,m;m表示可用机器总数;
20、sijk表示工件i的第j道工序在机器k上的开始加工时刻;tk'表示机器k'可用开始时间;sijk′表示机器k受扰动影响不可用时,变更到机器k'上的开始加工时刻;t0为右移重调度开始时间;表示机器是否受扰动影响,是则否则δt表示扰动持续时间;fijk′表示工件i的第j道工序在机器k'上的加工完成时刻;pijk'表示工件i的第j道工序在机器k'上的加工时间;xijk′表示机器k'加工完成工件i的第j道工序;spqk'表示工件p的第q道工序在机器k'上的开始加工时刻;yijpqk'表示原调度方案中机器k'加工完成工件i的第j道工序后加工工件p的第q道工序;xpqk'表示机器k'加工完成工件p的第q道工序;l为一个极大的数。
21、可选地,局部重调度策略包括:
22、
23、
24、
25、cij≥tk′-(1-xijk′)l
26、spqk≥fijk-(1-yijpqk)×l
27、
28、
29、(ta-tb)(λb(tb)-λa(ta))≥0,a∈k.b∈k
30、
31、
32、其中,表示局部重调度方案的最大完工时间;ci表示工件i的加工完成时间,i表示待加工工件编号,i′表示需要重新排程的待加工工件编号,i=1,2,3,…,n;表示局部重调度方案机器工作负荷均衡率标准差;表示调度方案中机器k的工作负荷;和的上标2代表其属于局部重调度策略;表示调度方案中每台可用机器工作负荷的平均值,且k表示加工机器编号,k=1,2,3,…,m;m表示可用机器总数;cij表示工件i的第j道工序的完工时间;j表示工件的工序编号,j=1,2,3,…,ni;tk'表示机器k'可用开始时间;
33、spqk表示工件p的第q道工序在机器k上的开始加工时刻;fijk表示工件i的第j道工序在机器k上的加工完成时刻;yijpqk表示工序oij在工序opq前在机器k上进行加工为1,否则为0;oij表示工件i的第j道工序,opq表示工件p的第q道工序;l为一个无穷大正数;si(j+1)k表示工件i的第j+1道工序在机器k上的开始加工时刻;mij表示工件i的第j道工序可选的机器集;xijk表示工序oij在机器k上加工时为1,否则为0;ta,tb表示机器a,b在一个周期内的运作时长,λb(tb),λa(ta)表示机器a,b在一个周期内的机器故障率;sijk表示工件i的第j道工序在机器k上的开始加工时刻。
34、可选地,周期重调度的触发机制包括:
35、当车间生产进程到达预设的周期重调度时刻点时,触发周期重调度;和/或,当内部扰动发生的持续时间段中包含周期重调度时刻点时,重调度模型忽略扰动,等待执行周期重调度。
36、可选地,还包括:
37、当发生外部扰动时,重调度模型执行全局重调度策略或局部重调度策略;
38、其中,全局重调度策略包括:
39、对当前生产任务中未完成的加工工序进行重新排班;
40、获取完工时间以及机器负荷率综合最优的重调度方案。
41、可选地,全局重调度策略包括:
42、
43、
44、
45、cij≥tk′-(1-xijk′)l
46、spqk≥fijk-(1-yijpqk)×l
47、
48、
49、(ta-tb)(λb(tb)-λa(ta))≥0,a∈k.b∈k
50、
51、
52、其中,和的上标3用于表示其属于全局重调度策略;ci表示工件i的加工完成时间,i、i′表示待加工工件编号,i=1,2,3,…,n;表示全局重调度方案下机器负荷均衡率标准差;表示全局重调度方案中机器k的工作负荷;表示调度方案中每台可用机器工作负荷的平均值,且k表示加工机器编号,k=1,2,3,…,m;m表示可用机器总数;cij表示工件i的第j道工序的完工时间;j表示工件的工序编号,j=1,2,3,…,ni;
53、tk'表示机器k'可用开始时间;xijk′表示工序oij在机器k'上加工时为1,否则为0;l为一个无穷大正数;spqk表示工件p的第q道工序在机器k上的开始加工时刻;fijk表示工件i的第j道工序在机器k上的加工完成时刻;yijpqk表示工序oij在工序opq前在机器k上进行加工为1,否则为0;oij表示工件i的第j道工序,opq表示工件p的第q道工序;si(j+1)k表示工件i的第j+1道工序在机器k上的开始加工时刻;mij表示工件i的第j道工序可选的机器集;ta,tb表示机器a,b在一个周期内的运作时长,λb(tb),λa(ta)表示机器a,b在一个周期内的机器故障率。
54、可选地,采用基于群智能优化和强化学习的混合智能算法对重调度模型进行求解,包括:
55、将重调度模型进行初始化,输入预设参数;
56、采用多启发式算法初始化种群以平衡机器负荷,引入精英库实现双策略混合交叉以提升种群质量;
57、根据种群度量指标构建强化学习状态空间并通过q学习训练调整混合交叉比例,保证种群的分布均匀性和多样性,避免算法早熟;
58、通过python平台上算法的编写,设置循环迭代次数以及精度,不断计算各染色体的适应值,选择最好的染色体,以获得最优解。
59、本发明的有益效果:
60、1、本实施例提供了一种面向多重扰动的车间重调度优化方法,针对订单式企业生产过程中存在的主要问题,本实施例提出了面向多重扰动的车间重调度优化模型,以保证企业生产的实际需求与计划制定有效协同,从而保证生产的准时性和高效性。
61、2、本实施例提供的面向多重扰动的车间重调度优化方法,与传统的计划制定思路相比,优势在于能够针对不同扰动事件采取不同重调度策略,使重调度方案贴合扰动本身,重调度方式更加灵活,保障生产过程的连续性和高效性。本实施例综合考虑了生产组织中的各类因素,并设计了改进群智能算法对模型求解,能够实现对生产计划的动态调整,保证生产的可持续高效率。
本文地址:https://www.jishuxx.com/zhuanli/20240730/200807.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表