一种弹性地板生产线及弹性地板生产方法与流程
- 国知局
- 2024-08-01 04:12:32
本发明涉及弹性地板,尤其涉及一种弹性地板生产线及弹性地板生产方法。
背景技术:
1、复合地板是人工处理多种原始材料复合制成的地板,它能够保留并结合原始材料的稳定性好、强度高、耐磨、阻燃等优点,复合地板的品类和工艺类型众多,消费者可根据使用情景选择适合的复合地板,因此其应用范围极广,市场庞大。
2、在制备复合地板时,通常需要生产线上先出料制成基材,贴上纹路,再历经多次定位冲压复合最后裁切成片,整个生产过程因为不同工序涉及不同温度和工作环境,能耗较高。另外,由于出料的流体速度与原料混合情况、挤出机运行状况和工作温度都有一定关联,因此出料的速度往往存在浮动,而热压机的压速通常是不变的,因此弹性地板在热压成型过程中可能因此出现原料成型效果不佳的问题,导致后续压纹和剪切步骤也受到影响,影响出品美观。
技术实现思路
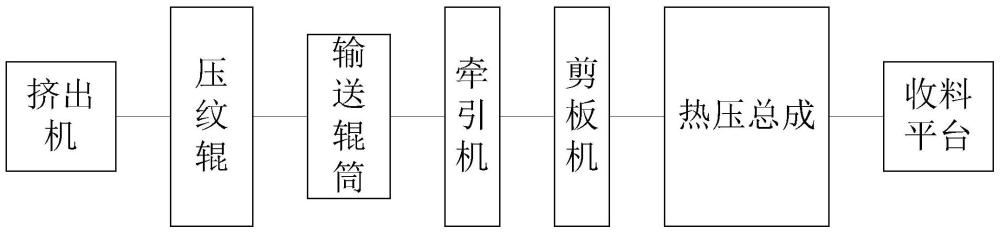
1、本发明提供一种根据工作温度排布工序且可更换修边模具的弹性地板生产线,其包括第一生产段、第二生产段和第三生产段,所述第一生产段位于所述第二生产段的上游,所述第二生产段位于所述第三生产段的上游,所述第一生产段的工作温度高于所述第二生产段的工作温度,所述第二生产段的工作温度高于所述第三生产段的工作温度,所述第一生产段包括挤出机和铸造辊,所述挤出机用于挤出基材,所述铸造辊用于热复合所述基材,所述第二生产段包括热压总成和修边模具,所述热压总成用于将所述基材热压成型制成弹性地板,所述修边模具用于将所述弹性地板冲切修边,所述第三生产段包括收料平台,所述收料平台用于收料码垛。
2、进一步地,所述弹性地板生产线还包括用于为所述弹性地板压纹的压纹模具,所述压纹模具位于所述第一生产段和所述第二生产段的任一内。
3、进一步地,所述压纹模具设置于所述铸造辊上,所述铸造辊位于所述挤出机的下游、所述热压总成的上游。
4、进一步地,所述压纹模具设置于所述热压总成内、所述修边模具的上游。
5、进一步地,所述修边模具设置于所述热压总成的下游。
6、进一步地,所述修边模具包括用于将所述弹性地板切圆角的第一刀具模组、将所述弹性地板切直角的第二刀具模组和将所述弹性地板切斜角的第三刀具模组,所述修边模具能够根据所述弹性地板的形状使用所述第一刀具模组、所述第二刀具模组和第三刀具模组中的任一。
7、进一步地,所述剪切模具包括剪板机,所述剪板机用于裁切所述基材,所述剪板机设置于所述铸造辊的下游、所述热压总成的上游。
8、进一步地,所述第一生产段还包括输送辊筒和牵引机,所述输送辊筒和所述牵引机用于运送所述弹性地板生产线上的所述基材,所述输送辊筒和所述牵引机一前一后设置于所述铸造辊的下游。
9、进一步地,本发明还包括一种弹性地板的制造方法,其用于生产前述的弹性地板,其包括以下步骤:
10、将原料输入第一生产段,挤出基材并热复合基材;
11、将热复合后的基材剪切并输送至第二生产段;
12、将剪切后的基材热压成型后冲切修边,得到弹性地板;
13、将弹性地板输送至第三生产段,收料码垛。
14、本发明提供的弹性地板的制造方法通过根据工作温度区间由高到低依次设置第一生产段、第二生产段和第三生产段,使高温工序和低温工序分别根据各自适应的工作温度连贯按序执行,不仅有效降低了生产线的整体能耗,优化了生产流程,还规避了压纹前后对基材的重复定位动作,在提升生产效率的同时,也提升了压纹质量和出品成型效果。另外,本发明中的修边模具通过可切换刀具的设计将压纹后的弹性地板方便地切角,实现了用生产线内的一套模具生产多种形状不同的地板,经济效益好。
技术特征:1.一种弹性地板生产线,其特征在于:包括第一生产段、第二生产段和第三生产段,所述第一生产段位于所述第二生产段的上游,所述第二生产段位于所述第三生产段的上游,所述第一生产段的工作温度高于所述第二生产段的工作温度,所述第二生产段的工作温度高于所述第三生产段的工作温度,所述第一生产段包括挤出机和铸造辊,所述挤出机用于挤出基材,所述铸造辊用于热复合所述基材,所述第二生产段包括热压总成和修边模具,所述热压总成用于将所述基材热压成型制成弹性地板,所述修边模具用于将所述弹性地板冲切修边,所述第三生产段包括收料平台,所述收料平台用于收料码垛。
2.如权利要求1所述的弹性地板生产线,其特征在于:所述弹性地板生产线还包括用于为所述弹性地板压纹的压纹模具,所述压纹模具位于所述第一生产段和所述第二生产段的任一内。
3.如权利要求2所述的弹性地板生产线,其特征在于:所述压纹模具设置于所述铸造辊上,所述铸造辊位于所述挤出机的下游、所述热压总成的上游。
4.如权利要求2所述的弹性地板生产线,其特征在于:所述压纹模具设置于所述热压总成内、所述修边模具的上游。
5.如权利要求2所述的弹性地板生产线,其特征在于:所述修边模具设置于所述热压总成的下游。
6.如权利要求5所述的弹性地板生产线,其特征在于:所述修边模具包括用于将所述弹性地板切圆角的第一刀具模组、将所述弹性地板切直角的第二刀具模组和将所述弹性地板切斜角的第三刀具模组,所述修边模具能够根据所述弹性地板的形状使用所述第一刀具模组、所述第二刀具模组和第三刀具模组中的任一。
7.如权利要求5所述的弹性地板生产线,其特征在于:所述剪切模具包括剪板机,所述剪板机用于裁切所述基材,所述剪板机设置于所述铸造辊的下游、所述热压总成的上游。
8.如权利要求5所述的弹性地板生产线,其特征在于:所述第一生产段还包括输送辊筒和牵引机,所述输送辊筒和所述牵引机用于运送所述弹性地板生产线上的所述基材,所述输送辊筒和所述牵引机一前一后设置于所述铸造辊的下游。
9.一种弹性地板的制造方法,其特征在于:其用于生产如权利要求1至8中任一项所述的弹性地板。
10.如权利要求9所述的弹性地板的制造方法,其特征在于:其包括以下步骤:
技术总结一种弹性地板生产线,包括第一生产段、第二生产段和第三生产段,所述第一生产段位于所述第二生产段的上游,所述第二生产段位于所述第三生产段的上游,所述第一生产段的工作温度高于所述第二生产段的工作温度,所述第二生产段的工作温度高于所述第三生产段的工作温度,所述第一生产段包括挤出机和铸造辊,所述挤出机用于挤出基材,所述铸造辊用于热复合所述基材,所述第二生产段包括热压总成和修边模具,所述热压总成用于将所述基材热压成型制成弹性地板,所述修边模具用于将所述弹性地板冲切修边,所述第三生产段包括收料平台,所述收料平台用于收料码垛。技术研发人员:游雄铁,张小平,窦仁美,李万鹏,吴芳群,陈思,许双阳受保护的技术使用者:上海劲嘉建材科技有限公司技术研发日:技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/215139.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表