一种DLP3D打印过程中的打印平台提升高度自适应调整方法
- 国知局
- 2024-08-01 04:13:54
本发明涉及目标检测、目标分割、智能化控制和模拟仿真技术,具体涉及对标识物的检测和分割、树脂及氟化油液面的自动控制等技术,从而实现一种dlp 3d打印过程中的打印平台提升高度自适应调整方法。
背景技术:
1、3d打印机诞生于20世纪80年代中期,是由美国科学家最早发明的。3d打印机是指利用3d打印技术生产出真实三维物体的一种设备,其基本原理是利用特殊的耗材(胶水、树脂或粉末等)按照由电脑预先设计好的三维立体模型,通过黏结剂的沉积将每层粉末黏结成型,最终打印出3d实体。
2、快速成形技术以其加工速度快、成本低,广泛应用于产品开发阶段的模型制作。3d打印是快速成形技术的一种,它首先将物品转化为3d数据,然后运用粉末状金属或塑料等可粘合材料,逐层分切打印。模具制造、工业设计用于建造模型,现正发展成产品制造,形成“直接数字化制造”。目前已形成多种不同的快速成形工艺,如立体光固化(sla)、层合实体制造(lom)、熔融沉积造型(fdm)、选域激光烧结(sls)、三维打印(3dp)等。光固化快速成形(sla)由激光光斑逐点、逐线填充扫描光固化树脂,形成树脂固化层,树脂固化逐层累加,制作出实体模型。和其它快速成形工艺相比,光固化快速成形件精度高,表面质量好,后处理工艺简单,应用广泛,市场上装机容量达到69%以上。
3、对于面曝光快速成形系统而言,不仅成本低,且能实现整层一次曝光固化,显著缩短制作时间,提高制作效率。打印平台提升高度由树脂的量决定,打印过程中树脂和氟化油的液面高度均发生变化从而影响到每一层打印时打印平台的最佳提升高度。但是传统的分层打印过程中每一层的打印平台提升高度将会一致且设为一个较大的值,确保每一层都可以进行充分的树脂填充,但是这样将会造成多余的打印时间,降低打印效率。
技术实现思路
1、本发明实施例将提供一种dlp 3d打印过程中的打印平台提升高度自适应调整方法,用于监视并自动补充面曝光快速成形系统中树脂和氟化油液面高度,根据树脂和氟化油的液面高度确定每一层最佳的打印平台提升高度。
2、为了实现上述系统,本发明实施例采用如下技术方案:
3、一种dlp 3d打印过程中的打印平台提升高度自适应调整方法,包括以下步骤:
4、步骤100、利用已经放置好位置的光学相机获取树脂槽位置,并记录,然后采集打印过程中存在标识物的图像数据,然后输入yolov5网络进行训练;
5、步骤200、根据树脂槽的位置,计算得到每个像素代表的实际距离;
6、步骤300、将实际打印过程中采集的图像输入已经训练好的网络进行目标检测及分割,获得标识物的纵坐标r1,r2,根据每个像素代表的实际距离计算得到树脂及氟化油液位高度;
7、步骤400、根据树脂及氟化油的液位高度判断树脂和氟化油是否缺失,如果缺失则暂停打印,控制kx2701pw水泵对缺失液体进行补充,同时重回步骤300检测当前液位高度直至不缺失;如果不缺失则进入步骤500。
8、步骤500、根据获得的树脂和氟化油液面高度计算并设置下一层打印时打印平台的最佳提升高度。
9、其中,利用已经放置好位置的光学相机获取树脂槽位置并记录,然后采集打印过程中存在标识物的图像数据,然后输入yolov5网络进行训练步骤100包括:
10、利用已经放置好位置的光学相机获取树脂槽的最高点的纵坐标y1和最低点的纵坐标y2;
11、然后采集打印过程中的图像数据,将其输入yolov5网络进行训练;
12、在yolov5网络参数设置上与初始设置相同,初始学习率为0.01,每批次包含64,最大迭代次数200次。
13、根据树脂槽的位置,计算得到每个像素代表的实际距离步骤200包括:
14、根据公式k=m/(y2-y1),计算得到每个像素代表的实际距离k,其中m为树脂槽的实际高度,因为图像的坐标原点位于左上角,所以y2-y1才为树脂槽在图像中的像素高度。
15、将实际打印过程中采集的图像输入已经训练好的网络进行目标检测及分割,获得标识物的纵坐标r1,r2,根据每个像素代表的实际距离计算得到树脂及氟化油液位高度步骤300包括:
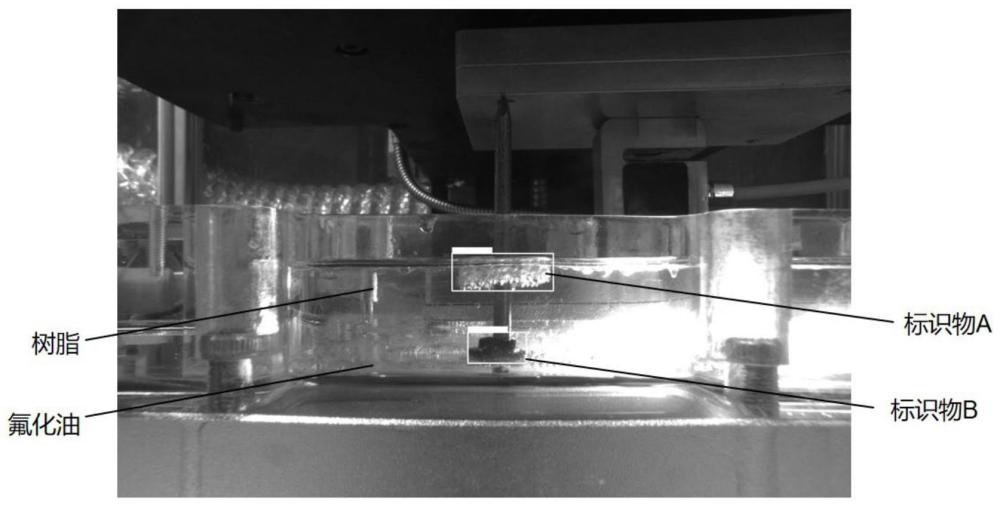
16、一共有两个标识物,标识物a漂浮在树脂液面上方,标识物b漂浮在氟化油液面上方,用于帮助确定目标液面的位置。
17、将光学相机架设在树脂槽的侧面,实时捕捉标识物a、b的图像。采集到的图像输入已经训练好的yolov5网络,首先将输入图像进行目标检测,检测到标识物的大致位置,然后根据检测框对图像进行裁剪,去掉大部分的背景噪声;
18、将裁剪后的图像再进行目标分割,将标识物从图像中分割出来,获得标识物底边在原始图像中的纵坐标r1和r2,标识物a对应r1,标识物b对应r2;
19、根据公式m1=(y2-r1)*k和m2=(y2-r2)*k,其中,y2-r1和y2-r2分别代表两个标识物以树脂槽底部为基准的像素高度,利用像素与实际距离的映射关系k计算得到两个标识物对应的液位高度m1、m2,m1对应标识物a,m2对应标识物b。
20、根据树脂及氟化油的液位高度判断树脂和氟化油是否缺失,如果缺失则暂停打印,计算缺失液体的补充数量,控制kx2701pw水泵对缺失液体进行补充,重回步骤300再次检测当前液位高度,如果不缺失则进入步骤500步骤400包括:
21、由用户根据树脂槽输入阈值c1和c2,分别对应树脂和氟化油,c2为树脂槽中流道高度的1.2倍,c1+c2不超过树脂槽高度的80%;
22、为了保证每消耗一点液体就会导致水泵进行补充,将和设置为判断树脂和氟化油缺失的阈值,c1和c2设置为树脂和氟化油缺失后补充的目标;
23、若则表示树脂缺失,停止打印,调用水泵抽取树脂进入树脂槽同时跳转至步骤300继续监测液面高度,直至m1-m2>c1停止抽取树脂;
24、若则表示氟化油缺失,停止打印,调用水泵抽取氟化油进入树脂槽同时跳转至步骤300继续监测液面高度,直至m2>c2停止抽取氟化油;
25、其中,水泵由arduino开发板和12v继电器间接控制,如果需要打开水泵,电脑端口向arduino开发板发送1字符,开发板接收到后打开继电器从而间接打开水泵。如果需要关闭水泵,电脑端口向arduino开发板发送0字符,开发板接收到后关闭继电器从而间接关闭水泵;
26、若树脂和氟化油均不缺失,则进入步骤500。
27、根据获得的树脂和氟化油液位高度计算下一层打印时打印平台的最佳提升高度步骤500包括:
28、根据公式计算最佳提升高度,其中t为树脂填充所需时间、hs为最佳提升高度、vm为打印平台提升速度、lm为树脂的填充距离、μ1为树脂的黏度、ρ为树脂的密度、g为重力加速度、h为树脂的液面高度,即h=m1-m2。打印平台最佳提升高度为t最小时的hs;
29、将打印平台提升高度设置为hs,开始下一层打印。
30、本发明实施例的一种dlp 3d打印过程中的打印平台提升高度自适应调整方法具有如下优点:
31、1)提高dlp 3d打印的制造合格率;
32、2)减少人工成本;
33、3)可移植性,针对不同树脂的dlp 3d打印系统均可以使用该方法对氟化油和树脂自动闭环控制以及打印平台提升高度自适应调整。
本文地址:https://www.jishuxx.com/zhuanli/20240723/215271.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表