一种阀体注塑模具的制作方法
- 国知局
- 2024-08-01 04:14:43
本技术涉及阀体注塑的,具体涉及一种阀体注塑模具。
背景技术:
1、注塑模具是一种生产塑胶制品的工具,也是赋予塑胶制品完整结构和精确尺寸的工具,注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,具体指将受热融化的塑料由注塑机高压射入模腔,经冷却固化后,得到成形品。
2、市场上出现了带冷却水路的阀体注塑模具,虽然可以一定程度上提高塑料的冷却速度,但是,由于冷却水路的大部分轨迹通常是在同一个平面内,导致冷却水路与阀体的具体形状契合度不高,冷水只能经过小部分与阀体对应的空间位置,存在冷却效果不佳的不足。
3、因此,需要进一步改进。
技术实现思路
1、本实用新型的目的在于克服上述现有技术存在的不足,而提供一种阀体注塑模具,提升对阀体的冷却效果。
2、本实用新型的目的是这样实现的:
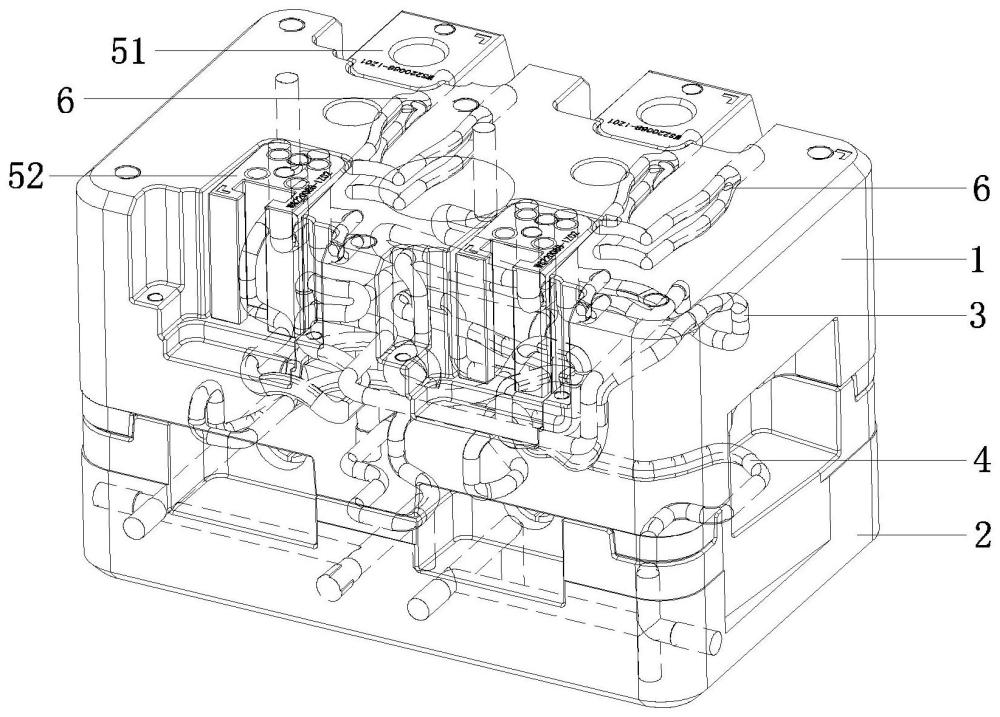
3、一种阀体注塑模具,包括上模座和下模座,上模座与下模座相互合模形成与阀体对应的成型腔,上模座内和下模座内分别设有通过3d打印成型的上冷却水路和下冷却水路。
4、作为一具体方案,所述上冷却水路包括依次连接的上进水段、与阀体的前进料管上侧对应的第一前进料管冷却段、与阀体的主管前段外侧对应的第一主管冷却段、与阀体的主管外侧对应的第二主管冷却段、与阀体的后进料管上侧对应的第一后进料管冷却段、与阀体的主管后段外侧对应的第三主管冷却段、与阀体的主管上方外侧对应的第四主管冷却段以及上出水段。
5、作为一具体方案,所述下冷却水路包括依次连接的第一下进水段、与阀体的主管下侧对应的第五主管冷却段、与阀体的前进料管下侧对应的第二前进料管冷却段、与阀体的主管下侧对应的第六主管冷却段以及第一下出水段。
6、作为一具体方案,所述上冷却水路在上模座内呈连续的迂回折弯形状。
7、作为一具体方案,所述下冷却水路在下模座内呈连续的迂回折弯形状。
8、作为一具体方案,所述下模座内对应阀体的前进料管下侧的位置设有第二下进水段,第二下进水段与第一下进水段并联设置。
9、作为一具体方案,所述下模座内对应阀体的后进料管下侧的位置设有第二下出水段,第二下出水段与第一下出水段并联设置。
10、作为一具体方案,所述上模座对应阀体出料管的位置连接有第一抽芯镶件和第二抽芯镶件,第一抽芯镶件和第二抽芯镶件连接形成与阀体出料管对应的腔体,第一抽芯镶件和/或第二抽芯镶件内设有镶件冷却水路,镶件冷却水路具有进水口和出水口,进水口和出水口之间连接有若干段相互并联设置的镶件冷却管。
11、作为一具体方案,所述上进水段与上出水段分别经过对应第一抽芯镶件和第二抽芯镶件外侧的位置。
12、本实用新型的有益效果是:
13、上冷却水路和下冷却水路的整体轨迹更加立体,水流可以更好地流经与阀体对应的不同位置,从而提升对阀体的冷却效果。
技术特征:1.一种阀体注塑模具,包括上模座(1)和下模座(2),所述上模座(1)与下模座(2)相互合模形成与阀体对应的成型腔,其特征在于,所述上模座(1)内和下模座(2)内分别设有通过3d打印成型的上冷却水路(3)和下冷却水路(4)。
2.根据权利要求1所述阀体注塑模具,其特征在于:所述上冷却水路(3)包括依次连接的上进水段(31)、与阀体(7)的前进料管(71)上侧对应的第一前进料管冷却段(32)、与阀体(7)的主管(72)前段外侧对应的第一主管冷却段(33)、与阀体(7)的主管(72)外侧对应的第二主管冷却段(34)、与阀体(7)的后进料管(73)上侧对应的第一后进料管冷却段(35)、与阀体(7)的主管(72)后段外侧对应的第三主管冷却段(36)、与阀体(7)的主管(72)上方外侧对应的第四主管冷却段(37)以及上出水段(38)。
3.根据权利要求1所述阀体注塑模具,其特征在于:所述下冷却水路(4)包括依次连接的第一下进水段(41)、与阀体(7)的主管(72)下侧对应的第五主管冷却段(42)、与阀体(7)的前进料管(71)下侧对应的第二前进料管冷却段(43)、与阀体(7)的主管(72)下侧对应的第六主管冷却段(44)以及第一下出水段(45)。
4.根据权利要求1所述阀体注塑模具,其特征在于:所述上冷却水路(3)在上模座(1)内呈连续的迂回折弯形状。
5.根据权利要求1所述阀体注塑模具,其特征在于:所述下冷却水路(4)在下模座(2)内呈连续的迂回折弯形状。
6.根据权利要求1所述阀体注塑模具,其特征在于:所述下模座(2)内对应阀体(7)的前进料管(71)下侧的位置设有第二下进水段(46),所述第二下进水段(46)与第一下进水段(41)并联设置。
7.根据权利要求1所述阀体注塑模具,其特征在于:所述下模座(2)内对应阀体(7)的后进料管(73)下侧的位置设有第二下出水段(47),所述第二下出水段(47)与第一下出水段(45)并联设置。
8.根据权利要求1-7任一项所述阀体注塑模具,其特征在于:所述上模座(1)对应阀体(7)出料管(74)的位置连接有第一抽芯镶件(51)和第二抽芯镶件(52),所述第一抽芯镶件(51)和第二抽芯镶件(52)连接形成与阀体(7)出料管(74)对应的腔体,第一抽芯镶件(51)和/或第二抽芯镶件(52)内设有镶件冷却水路(6),所述镶件冷却水路(6)具有进水口(61)和出水口(62),所述进水口(61)和出水口(62)之间连接有若干段相互并联设置的镶件冷却管(63)。
9.根据权利要求2所述阀体注塑模具,其特征在于:所述上进水段(31)与上出水段(38)分别经过对应第一抽芯镶件(51)和第二抽芯镶件(52)外侧的位置。
技术总结本技术涉及一种阀体注塑模具,包括上模座和下模座,上模座与下模座相互合模形成与阀体对应的成型腔,上模座内和下模座内分别设有通过3D打印成型的上冷却水路和下冷却水路,上冷却水路和下冷却水路的整体轨迹更加立体,水流可以更好地流经与阀体对应的不同位置,从而提升对阀体的冷却效果。技术研发人员:何伟民,钟建辉,吕祺盛受保护的技术使用者:佛山市顺德精密模具研究院有限公司技术研发日:20231211技术公布日:2024/7/18本文地址:https://www.jishuxx.com/zhuanli/20240723/215337.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表