一种上下交替内循环抽风式烧结终点控制系统及控制方法与流程
- 国知局
- 2024-07-30 16:53:26
本发明涉及烧结终点控制系统及控制方法,具体涉及一种上下交替内循环抽风式烧结终点控制系统及控制方法,属于烧结。
背景技术:
1、在钢铁冶炼流程中,烧结是一个关键核心环节,其作用是为炼铁高炉提供优质低硫的烧结矿。烧结工序从头至尾大致分为配料-混料-布料-点火-烧结-冷却-整粒等七个环节,其中冷却环节是将烧结完毕的红热烧结矿通过常温空气换热的方式予以余热回收、并将换热后废气用于产生蒸汽发电的环节,其运行质量直接影响着整个烧结工序的能效指标。
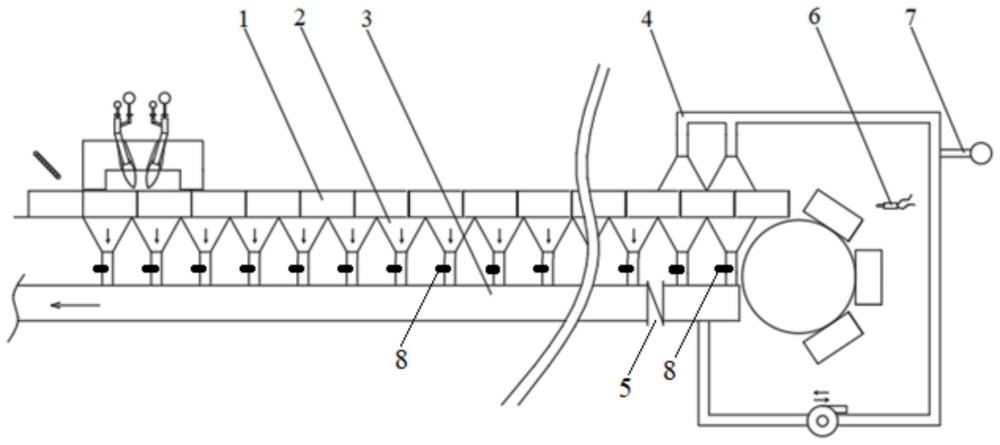
2、现有的烧结工艺流程简图如图1所示:混合好以后的待烧结混合料通过九辊布料器均匀布置在烧结机台车上,运满了烧结矿的烧结机台车首先进入点火炉,利用炉内的高温火焰实施料面点火,点燃料面内的焦粉并形成一定厚度的高温燃烧带,随后台车离开点火炉,进入开放的抽风区域,随着空气被抽入料层,高温燃烧带逐渐下移,当台车运载烧结料从机头到达机尾时,高温燃烧带也恰好从表层下移至底层,此时烧结过程完成,台车在机尾大齿轮处翻转,将烧结成品矿卸入后端冷却工序,空的台车从底部往回走,准备实施下一个周期的烧结作业。在烧结机开放抽风作业的同时,位于台车下部的抽风烟道将经由料层内燃烧带燃烧后的烟气抽入大烟道内,全部抽风烟道抽下的烟气最终汇集到一起,从机头方向送出至主电除尘、脱硫脱硝等工序,最终经由主烟囱外排。
3、而在烧结机台车内的料层反应如图2所示:布料、点火后,在烧结料层的表层形成了一层均匀的高温带,而随着下部抽风的进行,在烧结机台车到达机尾位置时,高温带已经从料层上部下行到了料层底部,在作业过程中,高温带的上部都是已经烧结完成的烧结成品矿,高温带的下部都是待烧结混合料。
4、随着国家对钢铁行业节能减排要求的不断提高,烧结工序的精细化生产程度也得到了越来越严格的要求,目前烧结工序在抽风作业环节,存在以下缺陷:
5、1、烧结速度控制效果不佳:由于现有烧结工序以下抽风作业生产为主,在控制烧结速度(即燃烧带下行速度)上具有局限性,依靠抽风烟道上的阀门开闭来控制,又容易导致抽风量减少带来的燃烧不充分的问题,且烧结抽风烟道都为串联关系,个别循环风阀关小,会导致其他烟道抽风量的不受控增大,进而导致烧结矿生产效果不佳。
6、2、烧结终点位置难控制:同上,由于现有烧结工序为以下抽风作业生产为主,且烧结速度无法精细化控制,故烧结全过程的终点位置很难控制,经常出现尾部卸料时燃烧带已经烧到料层底层以下甚至灼烧台车篦条或是燃烧带还位于中部没到达料层底层的情况,有时候甚至出现左、右两侧燃烧带位置严重脱节的情况。
技术实现思路
1、针对上述现有技术存在的缺陷,本发明提出一种上下交替内循环抽风式烧结终点控制系统及控制方法。在本发明的技术方案中,将现有持续底部抽风模式改为机尾上下抽风内循环模式,通过在烧结机机尾设置上下交替内循环抽风装置,将底部抽风改为底部/顶部上下可调式抽风,同时实施烟气内循环,通过调整抽风方向,使得烟气循环的方向改变,进而使得烧结料层内燃烧带实现上、下移动方向的改变,从而达到控制烧结速度与烧结终点的目的,提高烧结矿生产效果。
2、根据本发明的第一种实施方案,提供一种上下交替内循环抽风式烧结终点控制系统。
3、一种上下交替内循环抽风式烧结终点控制系统,该系统包括烧结台车、风箱、大烟道。烧结台车的下部设有多个风箱,各个风箱的出风口均与下部的大烟道相连通。该系统还包括设置在烧结机机尾的上下交替内循环抽风装置。所述上下交替内循环抽风装置包括上抽风烟罩、下抽风风箱、内循环风管、循环风机。其中,上抽风烟罩设置在机尾的烧结台车上部。下抽风风箱设置在机尾的烧结台车下部。上抽风烟罩与下抽风风箱之间通过内循环风管相连通。内循环风管上设有循环风机。
4、在本发明中,所述上下交替内循环抽风装置还包括设置在下抽风风箱下部的尾部循环集管。下抽风风箱的出风口与尾部循环集管相连通。上抽风烟罩通过内循环风管与尾部循环集管相连通。
5、作为优选,所述尾部循环集管设置在大烟道的侧部。尾部循环集管与大烟道之间通过隔断阀相连接。
6、在本发明中,在上抽风烟罩与内循环风管之间还连接有上抽风烟道管。作为优选,上抽风烟道管上设有循环风阀。
7、优选的是,在烧结机机尾的横断面方向上设置n个所述上抽风烟罩,每个上抽风烟罩分别通过各自的上抽风烟道管与内循环风管相连接。其中:n的取值为2~6,优选为2~4。
8、在本发明中,所述上抽风烟罩包括烟罩侧板、烟罩变径管、烟罩内隔板。所述烟罩侧板与烧结台车相连接。烟罩变径管设置在烟罩侧板的上部,并与上抽风烟道管相连通。烟罩内隔板设置在烧结机机尾横断面方向上相邻的两个上抽风烟罩之间。
9、在本发明中,该系统还包括设置在烧结机机尾下游的机尾断面视觉识别装置。
10、在本发明中,所述内循环风管上连接有纯氧喷加装置。
11、在本发明中,该系统还包括温度检测装置。烧结台车下部的各个风箱及机尾的下抽风风箱的风箱支管上均设有温度检测装置。
12、在本发明中,该系统还包括控制装置。所述控制装置连接并控制循环风机、循环风阀、隔断阀、机尾断面视觉识别装置、温度检测装置的操作。
13、根据本发明的第二种实施方案,提供一种上下交替内循环抽风式烧结终点控制方法。
14、一种上下交替内循环抽风式烧结终点控制方法或使用第一种实施方案所述系统的上下交替内循环抽风式烧结终点控制方法,该方法包括以下步骤:
15、1)开启隔断阀,系统开始运行,控制装置通过机尾断面视觉识别装置实时观测机尾烧结矿层断面,并以此来判断当前烧结终点位置。
16、2)若判断当前烧结终点位置在正常范围内,控制装置通过机尾断面视觉识别装置继续监测。若判断当前烧结终点位置不在正常范围内,则关闭隔断阀,使得烧结机进入内循环工作模式。
17、3)控制装置通过机尾断面视觉识别装置进一步判断当前烧结终点位置是偏前还是偏后。
18、若判断当前烧结终点位置偏前,则反转运行循环风机。若判断当前烧结终点位置偏后,则正转运行循环风机。
19、直至控制装置判定当前烧结终点位置已达到正常区域范围,本次调节结束。
20、根据本发明的第三种实施方案,提供一种上下交替内循环抽风式烧结终点控制方法。
21、一种上下交替内循环抽风式烧结终点控制方法或使用第一种实施方案所述系统的上下交替内循环抽风式烧结终点控制方法,该方法包括以下步骤:
22、1)开启隔断阀,系统开始运行,控制装置通过机尾断面视觉识别装置实时观测机尾烧结矿层断面,并以此来判断当前烧结终点位置。
23、2)若判断当前烧结终点位置在正常范围内,控制装置通过机尾断面视觉识别装置继续监测。
24、若判断当前烧结终点位置不在正常范围内,则首先关闭隔断阀,使得烧结机进入内循环工作模式。然后,控制装置通过机尾断面视觉识别装置进一步判断料层内的燃烧带在烧结机横断面方向上是否处于同一水平高度。
25、3)若判断燃烧带在烧结机横断面方向上处于同一水平高度,且当前烧结终点位置偏前,则反转运行循环风机。
26、若判断燃烧带在烧结机横断面方向上处于同一水平高度,且当前烧结终点位置偏后,则正转运行循环风机。
27、4)若判断燃烧带在烧结机横断面方向上不在同一水平高度,同时,沿着烧结台车的运行方向,烧结料层左侧燃烧速度偏慢且循环风机已设定为反转模式,则调小左侧上抽风烟罩对应的循环风阀。相应的,若烧结料层左侧燃烧速度偏慢且循环风机已设定为正转模式,则调大左侧上抽风烟罩对应的循环风阀。
28、若判断燃烧带在烧结机横断面方向上不在同一水平高度,同时,沿着烧结台车的运行方向,烧结料层右侧燃烧速度偏慢且循环风机已设定为反转模式,则调小右侧上抽风烟罩对应的循环风阀。相应的,若烧结料层右侧燃烧速度偏慢且循环风机已设定为正转模式,则调大右侧上抽风烟罩对应的循环风阀。
29、直至控制装置判定当前烧结终点位置已达到正常区域范围,本次调节结束。
30、在本发明中,在步骤3)中,所述循环风机的功率为:
31、w=|(h-h0)|×cp×h×v机×λ……(1)。
32、式中:w为循环风机的功率,kw。h为当前烧结终点位置(此处通过烧结机长度方向上料层烧结过程结束位置与机头的距离来表示),m。h0为正常理想的烧结终点位置,m。cp为烧结矿体积比热容,kj/(m3·℃)。h为烧结台车宽度,m。v机为烧结机机速,m/min。λ为功率系数,λ的取值范围为5-10(kw·℃·min)/kj。
33、调节循环风机的电机,使得循环风机的功率为w。
34、作为优选,步骤1)中还包括:控制装置通过温度检测装置实时监测各个风箱及下抽风风箱的烟气温度。
35、此时控制装置即通过机尾烧结矿层断面状态及各风箱的烟气温度来判断当前烧结终点位置。步骤2)中,若判断当前烧结终点位置在正常范围内,控制装置则通过机尾断面视觉识别装置和温度检测装置继续监测。
36、在现有技术中,由于烧结工序为以下抽风作业生产为主,在控制烧结速度(即燃烧带下行速度)上具有局限性,因而造成烧结速度控制不佳,烧结终点位置难以控制,进而导致烧结矿生产效果不佳。针对该缺陷,本发明提出一种上下交替内循环抽风式烧结终点控制系统。该系统在到达烧结机机尾最后1-3个风箱的区域范围时,通过增设上下交替内循环抽风装置,将现有持续底部抽风模式改为机尾上下抽风内循环模式。所述上下交替内循环抽风装置包括设置在机尾烧结台车上部的上抽风烟罩、设置在机尾烧结台车下部的下抽风风箱,以及设置在上抽风烟罩与下抽风风箱之间并将两者连通的内循环风管,所述内循环风管上设有循环风机。本发明通过装置改进,将底部抽风改为底部/顶部上下可调式抽风,同时实施烟气内循环,通过调整抽风方向,使得烟气循环的方向改变,进而使得烧结料层内燃烧带实现上、下移动方向的改变,从而达到精准控制烧结速度与烧结终点的目的,提高烧结矿生产效果。
37、作为优选,本发明所述的上下交替内循环抽风装置还包括设置在下抽风风箱与内循环风管之间、并位于大烟道侧部的尾部循环集管。尾部循环集管的增设在不干涉大烟道工作的前提下,有利于实施机尾烟气的内循环。在循环风机正转或反转切换时,抽风方向发生改变,烟气循环方向相应改变,从而实现燃烧带按需上、下移动方向的改变,进而实现对烧结速度及烧结终点的控制。
38、尾部循环集管与大烟道之间设有隔断阀,且两者通过隔断阀进行连接或断开。尾部循环集管的一端堵死,另一端即通过隔断阀与烧结机大烟道相连,在隔断阀开启时,尾部循环集管即为大烟道的一部分,在隔断阀关闭时,尾部循环集管即为上下交替内循环抽风装置的一部分。如此设置,使得烧结终点在正常范围时可将隔断阀开启,按常规抽风模式进行抽风烧结,而烧结终点不在正常范围时则可关闭隔断阀,此时即可开启上下交替内循环抽风装置来调整抽风方向,使得烟气循环的方向改变,进而使得烧结料层内燃烧带实现上、下移动方向的改变,进而调控烧结速度及烧结终点。
39、在本发明中,上抽风烟罩与内循环风管之间还连接有上抽风烟道管,上抽风烟道管上还设有循环风阀,所述循环风阀起实时调节该内循环风量和风压的作用。
40、进一步优选,上下交替内循环抽风装置在烧结机机尾的横断面方向上分割为左右两部分,即包括左右两个上抽风烟罩(如图5所示),每个上抽风烟罩分别通过各自的上抽风烟道管与内循环风管相连接,每根上抽风烟道管上均设有循环风阀。如此设置的好处是可以自由调节烧结机横断面方向上燃烧带的下行速度(例如当前是左边烧结速度快右边慢,则可调节对应位置的循环风阀加大左边部分上抽风烟罩的上抽风力度,使得燃烧带趋于平衡)。需要说明的是,分成两部分即在烧结机横断面方向上设置左右两个上抽风烟罩只是本发明引用说明的示例,本技术还可以根据烧结机的宽度等参数按需设置多个(例如2-6个,优选2-4个)上抽风烟罩,即所有分成多部分以实现自由调节燃烧带速度的技术方案,均在本发明的保护范围之内。
41、上下交替内循环抽风装置在烧结机运行方向上也可以设置多个上抽风烟罩和下抽风风箱,具体可参考烧结终点的正常位置,例如,一般烧结终点控制在倒数第二个风箱,大型烧结机的烧结终点控制在倒数第二、第三个风箱。
42、具体到上抽风烟罩的结构,其包括烟罩侧板、烟罩变径管。烟罩侧板设置在烧结台车的上部并与烧结台车软密封连接,烟罩变径管设置在烟罩侧板的上部,并与上抽风烟道管连接。当在烧结机横断面方向设置多个上抽风烟罩时,上抽风烟罩还包括烟罩内隔板,烟罩内隔板设置在烧结机机尾横断面方向上相邻的两个上抽风烟罩之间。烟罩内隔板的设置,能够确保烧结机横断面方向上各个上抽风烟罩之间紧密设置,从而保证抽风效率,避免漏风。而下抽风风箱位于烧结台车的正下方且与烧结台车密封连接,下抽风风箱配备有风箱支管,风箱支管,风箱支管的下部与尾部循环集管相连,并通过内循环风管与上抽风烟罩相连通,由此组成一个闭环的内循环路由系统。
43、本发明还在烧结机机尾下游增设了机尾断面视觉识别装置,通过机尾断面视觉识别装置可实时观测机尾烧结矿层断面状态,根据断面上红层的高度位置智能推算当前的烧结机烧结速度,对烧结终点位置是否在正常范围内做出判断。作为优选,本技术还在烧结台车下部的各个风箱及机尾的下抽风风箱的风箱支管上设置温度检测装置,温度检测装置对各风箱支管的烟气温度进行实时监测,从而判断当前烧结终点位置(生产中烧结终点也可根据最后几个风箱的废气温度来判断,废气温度最高的即为烧结终点)。本发明还在内循环风管上增设了纯氧喷加装置,其目的是为了在闭环的内循环管路系统内增加纯氧介质,以防止烟气循环次数过多后,内部含氧量不够。
44、本发明还提出了使用上述上下交替内循环抽风式烧结终点控制系统的控制方法。在该方法中,系统运行后,先通过机尾断面视觉识别检测和/或烧结各风箱支管温度检测,来判定当前烧结终点位置。如终点位置不在正常范围内,则首先关闭隔断阀,使得烧结机进入尾部内循环工作模式;然后通过机尾视觉识别判断烧结料层内燃烧带是否处于同一水平高度,如果是,则进入处理控制流程一,如果不是,进入处理控制流程二。
45、处理控制流程一:如果当前烧结终点位置偏前,则反转(抽风方向为上抽风)运行尾部循环风机,并推算尾部循环风机功率,如公式(1)所示:
46、w=|(h-h0)|×cp×h×v机×λ……(1);
47、随后,根据推算到的尾部循环风机功率,调节风机电机。
48、同理,如果当前烧结终点位置偏后,则正转(抽风方向为下抽风)运行尾部循环风机,并通过公式(1)推算尾部循环风机功率,随后,根据推算到的尾部循环风机功率,调节风机电机,实现对烧结速度与烧结终点的精准控制,提高烧结矿生产效果。
49、处理控制流程二:如果当前烧结料层左侧燃烧速度偏慢且循环风机已设定为反转模式,则调小左侧上抽风烟罩对应位置的循环风阀,如果当前烧结料层左侧燃烧速度偏慢且循环风机已设定为正转模式,则调大左侧上抽风烟罩对应位置的循环风阀;如果当前烧结料层右侧燃烧速度偏慢且循环风机已设定为反转模式,则调小右侧上抽风烟罩对应位置的循环风阀,如果当前烧结料层右侧燃烧速度偏慢且循环风机已设定为正转模式,则调大右侧上抽风烟罩对应位置的循环风阀。
50、通过两套控制流程后,系统判定当前烧结终点位置是否已达到正常区域范围,如果否,则回到关闭大烟道隔断阀环节,重新计算调节,如果是,则本次调节结束。
51、本发明中所有的公式均为发明人根据实验和工程应用后拟合所得,所有的计算均为按照规定的单位换算后的数值,将换算单位后的数值代入公式计算获得(换算单位后,仅将数值代入公式计算,不代入单位,单位仅用于调整数值的大小)。
52、与现有技术相比,本发明具有以下有益技术效果:
53、1、可提高对烧结速度及烧结终点的控制效果:本发明将现有持续底部抽风模式改为机尾上下抽风内循环模式,通过在烧结机机尾增设上下交替内循环抽风装置,将底部抽风改为底部/顶部上下可调式抽风,同时实施烟气内循环,通过调整抽风方向,使得烟气循环的方向改变,进而使得烧结料层内燃烧带实现上、下移动方向的改变,从而达到控制烧结速度与烧结终点的目的,提高烧结矿生产效果。
54、2、可精准控制烧结速度:由于在本发明技术下,系统可实时通过机尾断面视觉识别装置来判断当前烧结终点位置是否在正常范围内,如果不在,则马上通过上下交替内循环抽风装置对当前烧结机烧结速度进行调整控制,从而使得烧结终点位置回归正常范围内,实现烧结速度的精准可控。
55、3、可精细化控制烧结终点位置:由于本发明较现有技术能更有效地控制烧结速度,且在一定小幅度范围内能实现烧结燃烧带的向上移动,所以可以精细化控制烧结终点位置,且可保证烧结料层内燃烧带在烧结机横断面方向上的均匀一致。
56、综上所述,本发明的新技术在没有带来其余负面影响的前提下有效解决了现有技术的缺陷与不足,且投资和运行成本低廉,可以预计在未来市场有很高的应用价值。
本文地址:https://www.jishuxx.com/zhuanli/20240724/174666.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表