螺旋铲齿式多流路换热器及其加工工艺的制作方法
- 国知局
- 2024-08-01 00:45:33
本发明涉及制冷系统换热器领域,具体涉及一种螺旋铲齿式多流路换热器及其加工工艺。
背景技术:
1、换热器作为一种能量交换设备,在石油、化工、冶金、电力、空调及其他高耗能行业中得到广泛应用。在现有的换热器中,特别是在商用家电领域,翅片式换热器中的散热翅片与散热管接触面大而紧,传热性能良好、稳定,空气通过阻力小,蒸气或热水流经管内,热量通过紧绕在管上翅片传给经过翅片间的空气,达到加热和冷却空气的作用。可广泛应用于空调、冷却器、汽车散热器等领域。翅片式换热器是气体与液体热交换器中使用最为广泛的一种形式。
2、现有技术中翅片式换热器往往通过在管外加装翅片的形式增大换热面积,提高换热效果,依照生产工艺以及结构特点的不同,可以划分为绕片和串片两种形式。绕片方式又主要分为焊接式和挤压式两种,翅片缠绕于换热管,通过焊接或机械挤压与换热管相连,以波纹绕片和平绕片居多。而串片方式多用于与空气换热的翅片换热器,如风冷冷凝器和冷风机等。串片方式中,根据串片的不同,又可细分为平片、麻点片、波纹片、开窗片等多种多样的形式。就换热效率排列而言,开窗片的换热效率最优,其后依次是波纹片、平片、麻点片。
3、现有技术中的翅片式换热器,在生产及使用过程中存在以下问题:
4、1、传统的翅片式换热器管路内部结构较为单一,不能满足特定工况下使用;
5、2、管道与翅片之间的焊点存在接触热阻,影响换热效果;
6、3、长期使用过程中易产生积灰积尘现象,并难以清理,导致传热效率降低;
7、4、传统的焊接工艺无法保证产品具有良好的可靠性和稳定性,同时在焊接过程中也会产生一定的烟气,对环境造成污染;
8、5、在产品加工过程中,会消耗电、气等能源,不符合低碳环保的理念;
9、6、由于热胀冷缩的变化,长期使用过程中,管道与翅片之间就会产生松动,热效率就会大大降低;
10、7、生产工序相对复杂,生产成本高,自动化程度较低;
11、8、换热器中管内流动过程中换热效果不明显,换热效果主要由翅片的结构形式决定,生产成本较高。
技术实现思路
1、本发明的目的在于克服上述现有技术存在的缺陷而提供一种具有外表美观、外形紧凑、加工方便、结实耐用、性能稳定、无接触热阻、换热性能好的螺旋铲齿式多流路换热器及其加工工艺。
2、为解决上述技术问题,本发明采取如下技术方案:
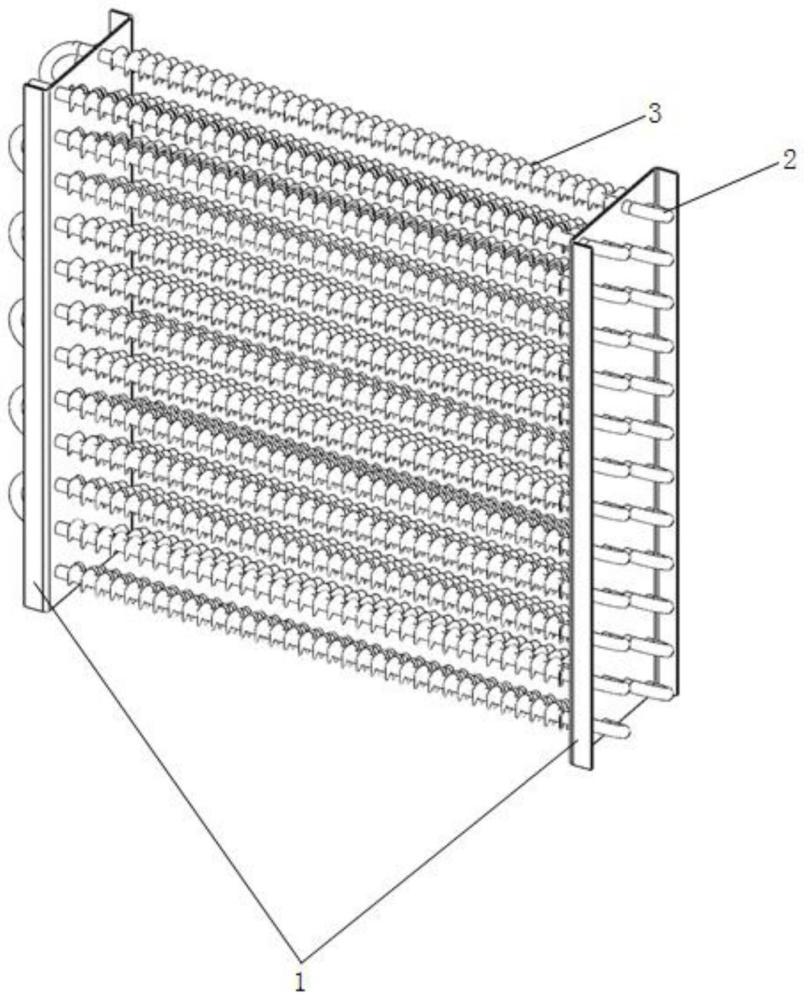
3、螺旋铲齿式多流路换热器,包括管板及通过所述管板固定后的芯体,所述芯体为一段连续的材质为一系或三系铝制成的金属圆状管折弯成蛇形状构成,在所述金属圆状管内部设有一个或多个微通道,在所述金属圆状管的外部设有螺旋铲齿。
4、一种螺旋铲齿式多流路换热器的加工工艺,包括以下步骤:
5、s1:通过挤压成型设备生产出材质为一系或三系铝的金属圆状管;
6、s2:对步骤s1所得金属圆状管通过螺旋铲齿设备,在其表面加工出螺旋铲齿;
7、s3:将步骤s2所得带有螺旋铲齿的金属圆状管通过折弯设备折弯成蛇形状结构;
8、s4:将步骤s3所得蛇形状结构通过管板进行组装即得螺旋铲齿式多流路换热器。
9、与现有技术的翅片式蒸发器相比,本发明具有如下优点:
10、1、本发明螺旋铲齿式多流路换热器生产道次较翅片式换热器要少,生产能耗低效率高,生产成本低且工艺简单;
11、2、本发明螺旋铲齿式多流路换热器加工工艺不涉及焊接,且无烟气排放,对环境友好;
12、3、本发明螺旋铲齿式多流路换热器加工工艺涉及的型材挤出、铲齿、弯管均为小型自动化设备,生产自动化程度高,设备投资小;
13、4、本发明螺旋铲齿式多流路换热器金属圆管内的微通道可结合实际设置不同的管路形式,满足多种实际所需换热量的要求;
14、5、本发明产品质量不受焊接工艺的制约,可靠性及稳定性较好;
15、6、本发明采用1系纯铝或3系铝合金管,由连续挤压成型制成,材料及加工成本低;
16、7、本发明螺旋铲齿式多流路换热器的管与螺旋铲齿为一体式结构,无接触热阻,换热性能更佳,其螺旋铲齿为直接铲出,具有较高的加工效率及精度;
17、8、本发明螺旋铲齿式多流路换热器中的螺旋铲齿高度、步距、厚度、角度、形状等均可以根据设计进行调整,可以有效地解决因表面积灰导致的系统换热性能衰减这一问题。
技术特征:1.螺旋铲齿式多流路换热器,包括管板及通过所述管板固定后的芯体,其特征在于:所述芯体为一段连续的材质为一系或三系铝制成的金属圆状管折弯成蛇形状构成,在所述金属圆状管内部设有一个或多个微通道,在所述金属圆状管的外部设有螺旋铲齿。
2.根据权利要求1所述的一种螺旋铲齿式多流路换热器的加工工艺,其特征在于:包括以下步骤:
技术总结本发明涉及制冷系统换热器领域,具体涉及一种螺旋铲齿式多流路换热器及其加工工艺,包括管板及通过管板固定后的芯体,芯体为一段连续的材质为一系或三系铝制成的金属圆状管折弯成蛇形状构成,在金属圆状管内部设有一个或多个微通道,在金属圆状管的外部设有螺旋铲齿。一种螺旋铲齿式多流路换热器的加工工艺,包括以下步骤:S1:通过挤压成型设备生产出材质为一系或三系铝的金属圆状管;S2:对步骤S1所得金属圆状管加工出螺旋铲齿;S3:通过折弯设备折弯成蛇形状结构;S4:通过管板进行组装即得螺旋铲齿式多流路换热器。本发明具有外表美观、外形紧凑、加工方便、结实耐用、性能稳定、接触热阻小、换热性能好的螺旋铲齿式多流路换热器及其加工工艺。技术研发人员:殷凯,金萌,王永亮,李恕东受保护的技术使用者:合肥观瑞制冷科技有限公司技术研发日:技术公布日:2024/7/15本文地址:https://www.jishuxx.com/zhuanli/20240724/202363.html
版权声明:本文内容由互联网用户自发贡献,该文观点仅代表作者本人。本站仅提供信息存储空间服务,不拥有所有权,不承担相关法律责任。如发现本站有涉嫌抄袭侵权/违法违规的内容, 请发送邮件至 YYfuon@163.com 举报,一经查实,本站将立刻删除。
下一篇
返回列表